In sintesi, mantenere un sistema di raffreddamento efficace è fondamentale durante la lavorazione del PTFE poiché il materiale è estremamente sensibile al calore. Senza una corretta gestione termica, l'attrito generato rapidamente dall'utensile da taglio provoca un calore intenso, causando una significativa espansione termica. Ciò porta direttamente alla deformazione del pezzo, a una scarsa precisione dimensionale e a una finitura superficiale ruvida.
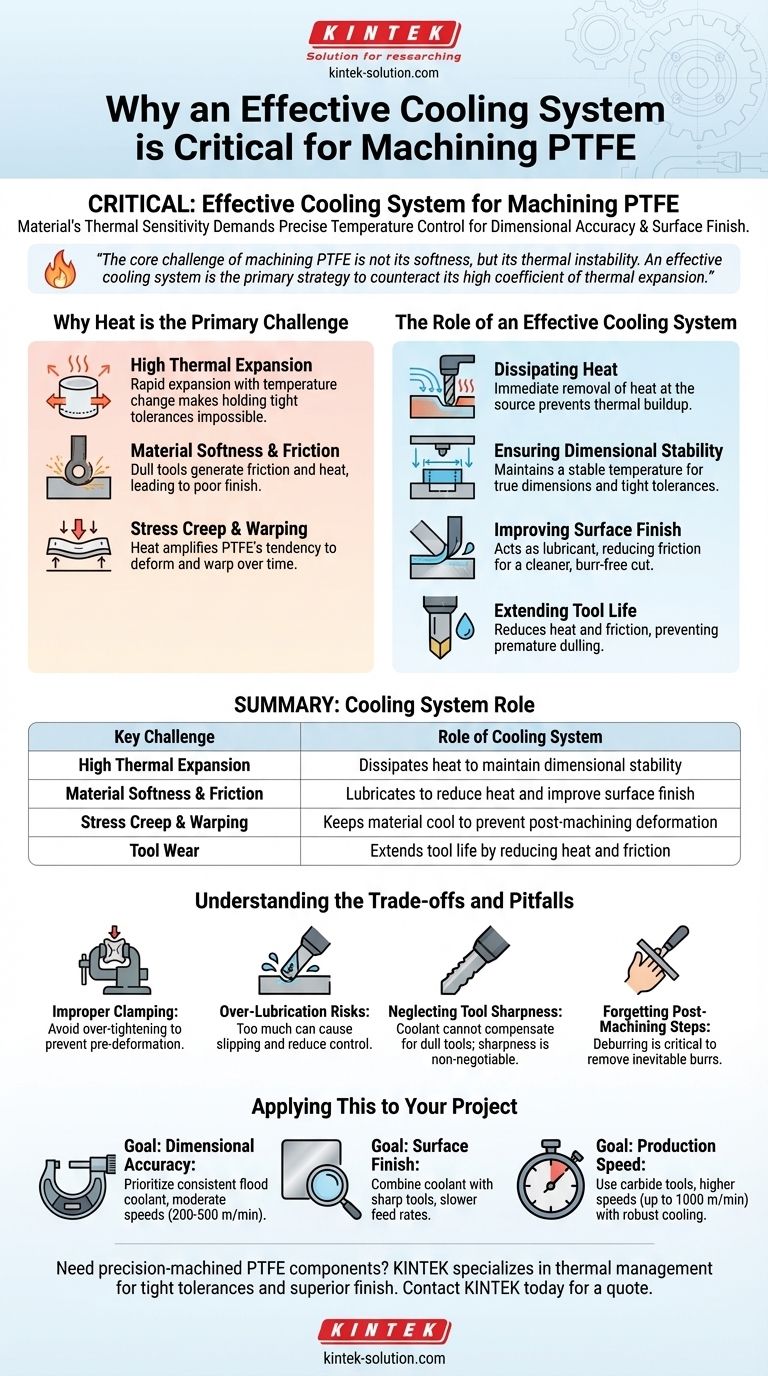
La sfida principale nella lavorazione del PTFE non è la sua morbidezza, ma la sua instabilità termica. Un sistema di raffreddamento efficace è la strategia principale per contrastare il suo elevato coefficiente di espansione termica, garantendo che il pezzo finale soddisfi le specifiche dimensionali richieste.

Perché il Calore è la Sfida Principale con il PTFE
Per comprendere la necessità del raffreddamento, dobbiamo prima capire le proprietà intrinseche del materiale. A differenza dei metalli o delle plastiche più dure, le maggiori sfide nella lavorazione del PTFE derivano dalla sua risposta unica alla temperatura e alla pressione.
Elevato Coefficiente di Espansione Termica
Il PTFE si espande e si contrae con i cambiamenti di temperatura molto più della maggior parte degli altri materiali ingegneristici. Anche un leggero aumento di calore all'interfaccia di taglio può far crescere il pezzo, rendendo impossibile mantenere tolleranze strette.
Morbidezza del Materiale e Attrito
Sebbene la morbidezza del PTFE lo renda facile da tagliare, può anche portare a un elevato attrito. Un utensile non perfettamente affilato tenderà a spingere o "arare" il materiale anziché tagliarlo nettamente, generando calore eccessivo e una finitura scadente.
Scorrimento dello Sforzo e Deformazione
Il PTFE ha la tendenza a "scorrere" (creep), ovvero a deformarsi lentamente sotto pressione sostenuta. Questo effetto è notevolmente amplificato dal calore, che rilassa il materiale e può causare la deformazione o il cambiamento di forma di un pezzo finito dopo la lavorazione.
Il Ruolo di un Sistema di Raffreddamento Efficace
Un flusso costante di refrigerante svolge molteplici funzioni, tutte volte a contrastare le tendenze naturali del materiale e a mantenere il controllo sul processo di lavorazione.
Dissipazione del Calore alla Fonte
La funzione più importante di un refrigerante è rimuovere il calore dall'utensile e dal pezzo nel momento in cui viene generato. Questa azione immediata impedisce l'accumulo di calore e la conseguente espansione termica.
Garantire la Stabilità Dimensionale
Mantenendo il pezzo a una temperatura stabile e fresca, il refrigerante assicura che le dimensioni che si stanno tagliando siano le dimensioni reali del prodotto finale. Questa è la chiave per ottenere e mantenere tolleranze strette.
Migliorare la Finitura Superficiale
Il refrigerante agisce come lubrificante, riducendo l'attrito tra l'utensile e il materiale. Ciò favorisce un'azione di taglio più netta, che minimizza le superfici ruvide e le bave comuni quando si lavorano materiali morbidi come il PTFE.
Prolungare la Vita Utensile
Riducendo calore e attrito, il refrigerante impedisce anche che il tagliente dell'utensile si smussi prematuramente, portando a risultati più coerenti su cicli di produzione più lunghi.
Comprendere i Compromessi e le Insidie
Una gestione termica efficace è più che una semplice applicazione di refrigerante. Un risultato positivo richiede un approccio olistico che tenga conto di altre variabili.
Pressione di Bloccaggio Impropria
Poiché il PTFE è morbido e soggetto allo scorrimento dello sforzo, un serraggio eccessivo del pezzo in una morsa o in un fissaggio è un errore comune. Questo può comprimere o deformare il materiale prima ancora che venga eseguito un taglio, rendendo impossibile la precisione dimensionale.
Rischi di Eccessiva Lubrificazione
Sebbene una certa lubrificazione aiuti, una quantità eccessiva di lubrificante può essere controproducente. Può far scivolare l'utensile o rendere difficile mantenere un controllo preciso, specialmente durante le operazioni di finitura delicate.
Trascurare l'Affilatura dell'Utensile
Il refrigerante non può compensare un utensile smussato. Un utensile da taglio affilato e lucidato in Acciaio Rapido (HSS) o in carburo è irrinunciabile, poiché taglia con minimo attrito e minima generazione di calore.
Dimenticare le Fasi Post-Lavorazione
Anche con un raffreddamento e un utensile ottimali, la morbidezza del PTFE fa sì che le bave siano quasi inevitabili. La sbavatura è una fase finale critica per rimuovere i bordi taglienti che possono causare problemi durante l'assemblaggio o portare a un guasto prematuro del pezzo.
Applicare Questo al Tuo Progetto
Usa il tuo obiettivo primario per determinare il tuo focus.
- Se il tuo obiettivo principale è la precisione dimensionale: Dai priorità a un sistema di refrigerante a inondazione costante e utilizza velocità di taglio moderate (200-500 m/min) per eliminare l'espansione termica.
- Se il tuo obiettivo principale è la finitura superficiale: Combina il refrigerante con utensili da taglio estremamente affilati e lucidati e velocità di avanzamento più lente per garantire un'azione di taglio netta che minimizzi lo strappo del materiale.
- Se il tuo obiettivo principale è la velocità di produzione: Utilizza utensili con punta in carburo all'estremità superiore dell'intervallo di velocità consigliato (fino a 1000 m/min), ma assicurati che il tuo sistema di raffreddamento sia abbastanza robusto da gestire il carico termico aumentato.
In definitiva, padroneggiare la lavorazione del PTFE significa rispettare le sue proprietà termiche e utilizzare il raffreddamento come strumento primario di controllo.
Tabella Riassuntiva:
| Sfida Chiave | Ruolo del Sistema di Raffreddamento |
|---|---|
| Elevata Espansione Termica | Dissipa il calore per mantenere la stabilità dimensionale |
| Morbidezza e Attrito del Materiale | Lubrifica per ridurre il calore e migliorare la finitura superficiale |
| Scorrimento dello Sforzo e Deformazione | Mantiene il materiale fresco per prevenire la deformazione post-lavorazione |
| Usura Utensile | Prolunga la vita dell'utensile riducendo calore e attrito |
Hai bisogno di componenti in PTFE lavorati di precisione che soddisfino le tue specifiche esatte?
In KINTEK, siamo specializzati nella lavorazione del PTFE per le industrie dei semiconduttori, medicale e di laboratorio. Comprendiamo che il controllo del calore è la chiave per ottenere precisione dimensionale e una finitura superficiale superiore in ogni pezzo.
Forniamo:
- Gestione Termica Esperta: Le nostre tecniche di raffreddamento avanzate prevengono la deformazione e garantiscono tolleranze strette.
- Fabbricazione su Misura: Dai prototipi agli ordini ad alto volume, forniamo guarnizioni, rivestimenti e vetreria da laboratorio in PTFE di precisione.
- Competenza sui Materiali: Sfruttiamo utensili affilati e parametri di lavorazione ottimali per risultati impeccabili.
Lascia a noi la gestione delle complessità della lavorazione del PTFE. Contatta KINTEK oggi stesso per un preventivo e scopri come la nostra produzione di precisione può avvantaggiare il tuo progetto.
Guida Visiva
Prodotti correlati
- Sistema di riflusso e condensazione in PTFE resistente alla corrosione ad alta temperatura con imbuto separatore e bottiglia di raccolta in PFA
- Apparecchio per condensazione a riflusso e raccolta gas in PTFE per processi biochimici corrosivi Sistema ad alta temperatura personalizzabile
- Apparecchio di ricaduta a condensazione personalizzato in PTFE con serpentina e sistema di raccolta con pallone per il trattamento di prodotti chimici corrosivi
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Sistema di reazione continuo PTFE Imbuto a goccia a pressione costante con giacca Resistente alla corrosione Resistente all'HF Personalizzabile
Domande frequenti
- Quali vantaggi tecnici offrono i tubi condensatori in PTFE in termini di resistenza alle incrostazioni e manutenzione? Aumenta l'efficienza.
- In che modo la bassa energia superficiale del PTFE beneficia il processo di condensazione? Migliora il Trasferimento di Calore e Previene l'Incrostamento
- Qual è l'intervallo di temperatura operativa per i tubi condensatori in PTFE nel servizio industriale? Esplora i limiti da -268°C a 260°C
- Qual è la funzione primaria e la composizione di un tubo condensatore in PTFE? Soluzioni per la gestione termica ad alta purezza
- Quale ruolo svolgono i tubi condensatori in PTFE nella produzione di semiconduttori ed elettronica? Garantire la Purezza Ultra-Elevata