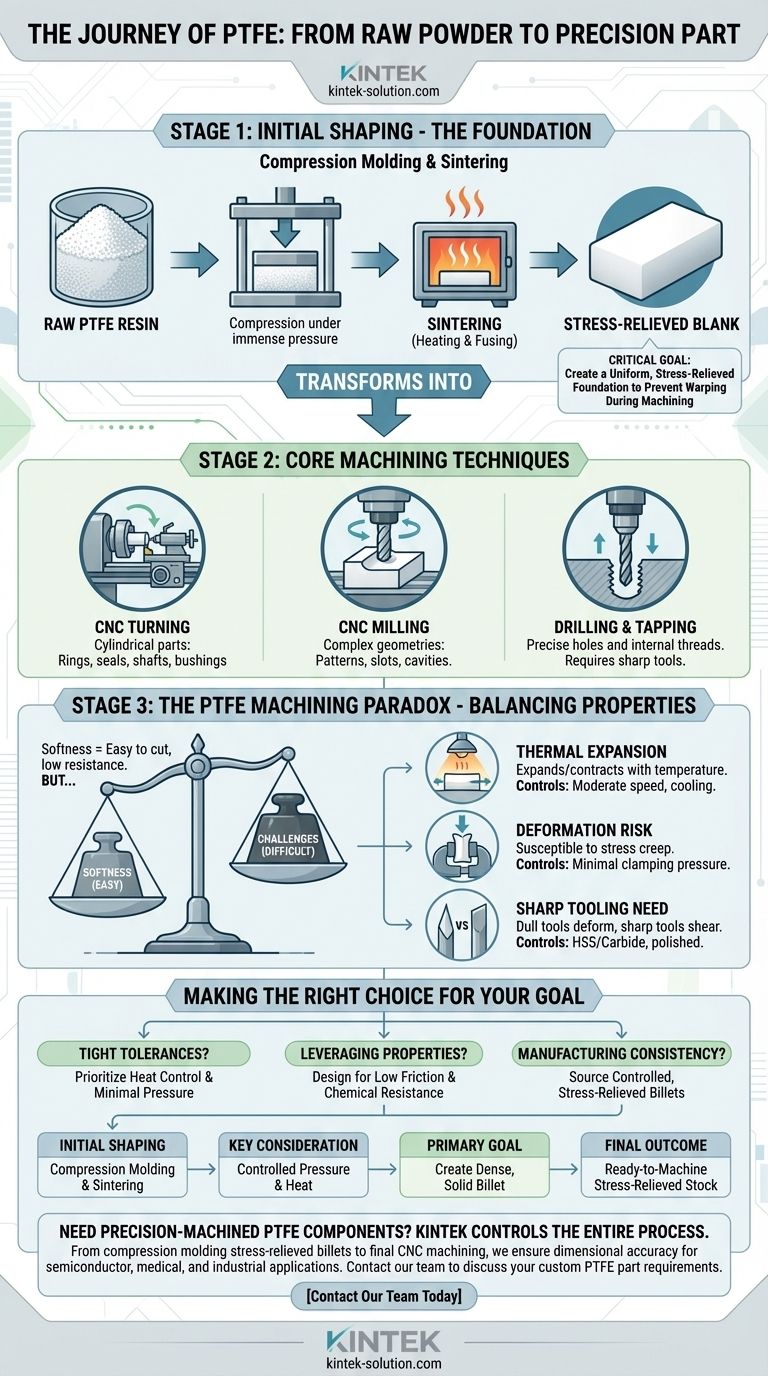
Prima che il PTFE possa essere lavorato in un componente finale, deve prima essere consolidato da una resina in polvere in una forma solida e lavorabile. Questo processo di formatura iniziale è noto come stampaggio a compressione, in cui la resina PTFE grezza viene posta in uno stampo e sottoposta a un'immensa pressione e calore, modellandola in un blocco denso, una lastra o una billetta adatta alle successive operazioni di lavorazione meccanica.
La sfida principale con il PTFE non è il taglio in sé, ma la gestione delle caratteristiche uniche del materiale. Sebbene la sua morbidezza lo renda facile da lavorare, la sua elevata espansione termica e la tendenza a deformarsi sotto pressione richiedono un approccio specializzato dalla formatura iniziale al taglio finale per garantire l'accuratezza dimensionale.

Le Fondamenta: Dalla Resina Grezza al Materiale Semilavorato Solido
Il viaggio da una polvere granulare a un pezzo di precisione inizia con la creazione di un grezzo stabile e di alta qualità. Il processo di stampaggio iniziale non riguarda solo la forma; riguarda la creazione di una base materiale prevedibile.
Perché lo Stampaggio a Compressione è lo Standard
La resina PTFE non fonde e non scorre come le termoplastiche comuni. Invece, deve essere compattata sotto pressione e poi riscaldata in un processo chiamato sinterizzazione per fondere le particelle insieme in una massa solida e uniforme.
Questo processo trasforma la polvere sciolta in una billetta densa e solida o in un "preformato". Questo è il materiale di base essenziale che un meccanico inserirà in una macchina CNC.
L'Obiettivo: Un Grezzo per la Lavorazione Privo di Stress
Un risultato critico di un corretto stampaggio a compressione e sinterizzazione è un grezzo privo di stress. Un grezzo lavorato in modo improprio può contenere stress interni che causano la deformazione o il cambiamento di forma imprevedibile del materiale una volta iniziata la lavorazione, compromettendo l'accuratezza del pezzo finale.
Tecniche di Lavorazione Principali per il PTFE
Una volta ottenuto un materiale di base di qualità, può essere modellato utilizzando attrezzature standard, a condizione che vengano impiegate le tecniche corrette. Le proprietà del PTFE lo rendono compatibile con diversi metodi di lavorazione comuni.
Tornitura CNC
Per creare parti cilindriche come anelli, guarnizioni, alberi e boccole, la tornitura CNC è il metodo principale. Un pezzo viene fatto ruotare mentre uno strumento di taglio viene spostato lungo il suo asse per modellarlo.
Fresatura CNC
Quando un progetto richiede geometrie più complesse, come motivi intricati, scanalature o cavità, viene utilizzata la fresatura CNC. Questo processo prevede uno strumento di taglio rotante che rimuove materiale da un pezzo stazionario.
Foratura e Filettatura
La creazione di fori precisi e filettature interne è un requisito comune. Ciò si ottiene con le operazioni standard di foratura e maschiatura (filettatura), sebbene la nitidezza dell'utensile sia fondamentale per evitare di deformare il materiale.
Comprendere i Compromessi: Il Paradosso della Lavorazione del PTFE
Il PTFE è paradossalmente sia facile che difficile da lavorare. La sua morbidezza significa che gli utensili lo tagliano con poca resistenza, ma le sue altre proprietà creano sfide significative che devono essere gestite attivamente.
La Sfida dell'Espansione Termica
Il PTFE ha un coefficiente di espansione termica molto elevato. Ciò significa che si espande e si contrae significativamente con i cambiamenti di temperatura. Il calore generato durante il taglio può facilmente far sì che il pezzo esca dalle tolleranze se non viene controllato con velocità di taglio moderate e un raffreddamento adeguato.
Il Rischio di Deformazione
A causa della sua morbidezza e della tendenza al creep da stress, il PTFE può essere facilmente compresso o deformato. Applicare troppa pressione di serraggio in una morsa o in un mandrino comprimerà il materiale, portando a un pezzo impreciso una volta rilasciata la pressione.
La Necessità Critica di Utensili Affilati
L'uso di utensili da taglio estremamente affilati e lucidati, preferibilmente in acciaio super rapido (HSS) o in carburo, è inderogabile. Un utensile smussato non trancia il materiale in modo netto; invece, lo spinge e lo deforma, generando calore eccessivo e risultando in una finitura superficiale scadente.
Fare la Scelta Giusta per il Tuo Obiettivo
Lavorare con successo il PTFE richiede la progettazione tenendo conto delle sue proprietà, non contro di esse. Riconoscere i suoi punti di forza e di debolezza fin dall'inizio è la chiave per un risultato di successo.
- Se la tua priorità principale è ottenere tolleranze ristrette: Devi dare priorità al controllo del calore attraverso velocità di taglio moderate e utensili affilati, utilizzando al contempo una pressione di serraggio minima e attentamente applicata per prevenire qualsiasi deformazione.
- Se la tua priorità principale è sfruttare le proprietà del PTFE: Progetta l'applicazione per sfruttare il suo basso attrito e la resistenza chimica, consentendo alla sua naturale resilienza di conformarsi alle dimensioni operative anziché richiedere una rigida stabilità dimensionale.
- Se la tua priorità principale è la coerenza di produzione: Assicurati che le tue billette grezze provengano da un fornitore affidabile che utilizza un processo controllato di stampaggio a compressione e sinterizzazione per fornire materiale privo di stress.
Comprendere questo intero ciclo di vita, dalla formatura alla lavorazione meccanica, è la chiave per trasformare le proprietà uniche del PTFE in componenti affidabili e ad alte prestazioni.
Tabella Riassuntiva:
| Fase del Processo | Azione Chiave | Obiettivo Principale |
|---|---|---|
| Formatura Iniziale | Stampaggio a Compressione e Sinterizzazione | Creare una billetta densa e solida dalla polvere di PTFE |
| Considerazione Chiave | Pressione e calore controllati | Ottenere un grezzo uniforme e privo di stress |
| Risultato Finale | Materiale pronto per la lavorazione | Fornire una base prevedibile per le operazioni CNC |
Hai bisogno di componenti in PTFE lavorati di precisione di cui puoi fidarti?
In KINTEK, controlliamo l'intero processo: dallo stampaggio a compressione delle nostre billette prive di stress alla lavorazione CNC finale, per garantire accuratezza dimensionale e prestazioni del pezzo. La nostra esperienza nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio in PTFE per i settori dei semiconduttori, medico e industriale significa che il tuo progetto beneficia della conoscenza dei materiali e della coerenza di produzione.
Contatta il nostro team oggi stesso per discutere le tue esigenze di componenti PTFE personalizzati, dai prototipi alla produzione ad alto volume.
Guida Visiva
Prodotti correlati
- Piccola bottiglia di reazione in PTFE resistente alla corrosione, serbatoio per campioni in Teflon stampato in un unico pezzo
- Manicotti e tubi cavi in PTFE personalizzati per applicazioni avanzate
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Imbuto di gocciolamento a pressione costante in PTFE (Politetrafluoroetilene) personalizzato, gruppo di controllo del fluido resistente alla corrosione compatibile con tappi di conversione
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- La bottiglia in PTFE è adatta per applicazioni ultra-pure? Garantire l'integrità assoluta del campione
- Quali sono le caratteristiche principali dei flaconi per reagenti in PTFE? Resistenza chimica superiore e durata
- Cosa rende durevole la bottiglia in PTFE? Stabilità chimica e termica senza pari per applicazioni esigenti
- Quali sono i vantaggi della superficie antiaderente della bottiglia in PTFE? Garantire purezza ed efficienza nel vostro laboratorio
- Quali sono i vantaggi dell'utilizzo di bottiglie da laboratorio in PTFE? Resistenza chimica ineguagliabile per campioni critici



















