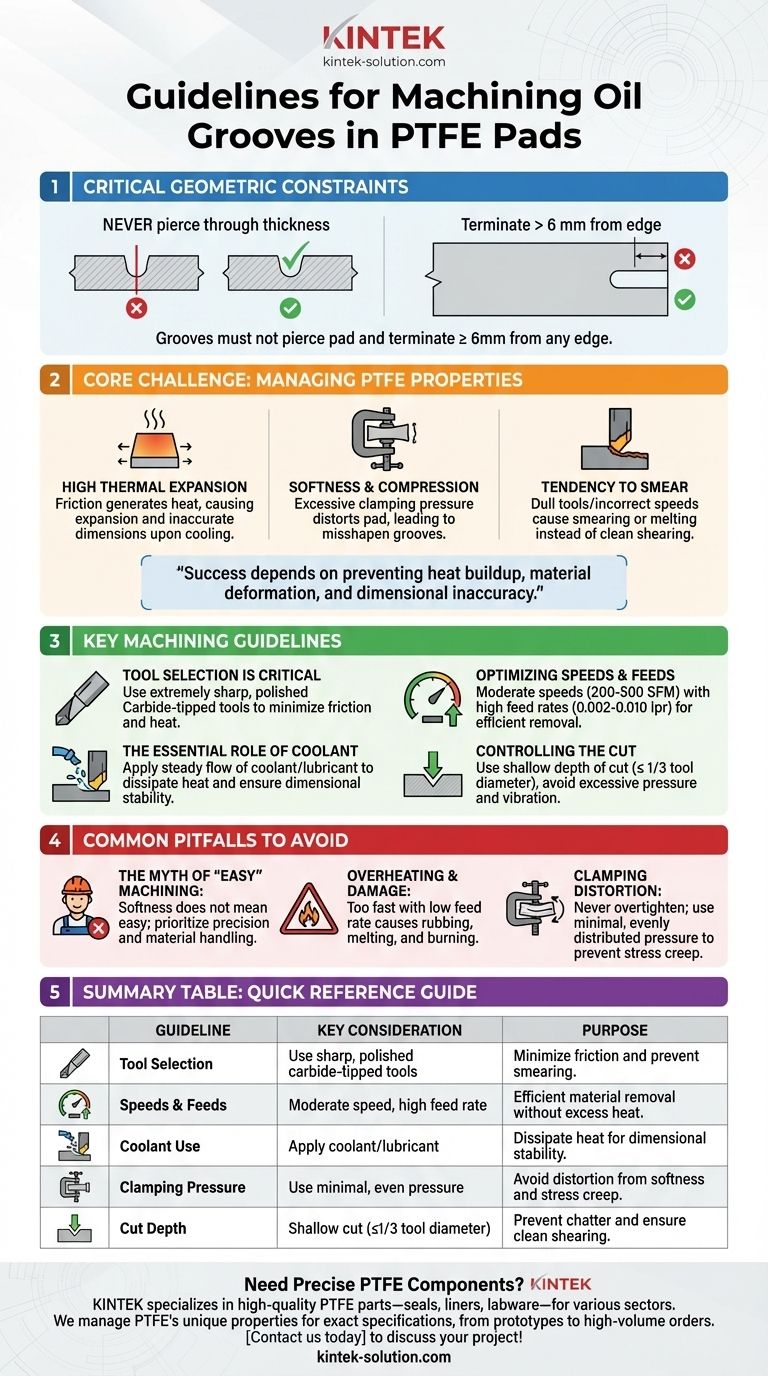
La lavorazione di gole per olio nei cuscinetti in PTFE è regolata da alcuni vincoli geometrici critici e da una profonda comprensione delle proprietà uniche del materiale. Il processo è simile alla lavorazione della ghisa, ma le gole non devono mai perforare lo spessore del cuscinetto e devono terminare ad almeno 6 mm da qualsiasi bordo. Sebbene la forma e la profondità specifiche della gola siano flessibili e dipendano dalla vostra applicazione, la sua lavorazione di successo richiede tecniche specifiche per gestire la natura del PTFE.
La sfida principale non è la geometria della gola per olio, ma piuttosto il controllo della morbidezza intrinseca del PTFE e della sua elevata espansione termica durante il processo di lavorazione. Il successo dipende dall'uso degli strumenti e delle tecniche giuste per prevenire l'accumulo di calore, la deformazione del materiale e l'imprecisione dimensionale.

La Sfida Principale: Lavorare con le Proprietà del PTFE
Per lavorare efficacemente il PTFE, è necessario progettare il processo attorno alle sue caratteristiche fondamentali, non nonostante esse. La sua morbidezza lo rende facile da tagliare, ma le sue altre caratteristiche presentano sfide significative per la precisione.
Elevata Espansione Termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito di un utensile da taglio genera calore, che può far espandere il materiale durante il taglio, portando a una dimensione della gola imprecisa una volta raffreddato.
Morbidezza e Compressione
Il materiale è morbido e può essere facilmente compresso. Una pressione di serraggio eccessiva distorcerà il cuscinetto, e qualsiasi gola lavorata al suo interno risulterà deformata una volta rilasciata la pressione. Questa proprietà, nota come scorrimento viscoso (stress creep), rende difficile mantenere tolleranze strette.
Tendenza a Spalmarsi (Smearing)
Se gli utensili da taglio sono smussati o le velocità di taglio sono errate, il PTFE può spalmarsi o fondere invece di truciolarsi nettamente. Ciò si traduce in una finitura superficiale scadente e può intasare l'utensile da taglio.
Linee Guida Chiave per la Lavorazione delle Gole in PTFE
Aderire alle migliori pratiche per la scelta degli utensili, le velocità e la manipolazione del pezzo è essenziale per un risultato preciso e pulito. Queste linee guida sono progettate per mitigare le sfide poste dal materiale stesso.
La Selezione dell'Utensile è Critica
I vostri utensili da taglio devono essere estremamente affilati e lucidati. Gli utensili con punta in carburo sono fortemente preferiti poiché mantengono un bordo affilato più a lungo e generano meno calore da attrito rispetto all'Acciaio Rapido (HSS). Una superficie dell'utensile liscia assicura che i trucioli scorrano via facilmente.
Ottimizzazione di Velocità e Avanzamenti
L'obiettivo è rimuovere il materiale in modo efficiente senza generare calore eccessivo. Utilizzare velocità di taglio moderate (un punto di partenza è 200-500 piedi di superficie al minuto) combinate con velocità di avanzamento relativamente elevate (da 0,002 a 0,010 pollici per giro). Una velocità di avanzamento maggiore assicura che l'utensile stia costantemente tagliando materiale fresco e aiuta a evacuare rapidamente i trucioli.
Il Ruolo Essenziale del Refrigerante
L'uso di un refrigerante o lubrificante è altamente raccomandato per qualsiasi operazione ad alta intensità termica sul PTFE. Un flusso costante di refrigerante dissipa il calore all'interfaccia di taglio, prevenendo l'espansione termica e garantendo la stabilità dimensionale.
Controllo del Taglio
Utilizzare una profondità di taglio ridotta, idealmente non superiore a un terzo del diametro dell'utensile. Evitare pressione eccessiva e vibrazioni, poiché queste possono causare vibrazioni o deformazioni del materiale morbido, con conseguente scarsa finitura superficiale.
Insidie Comuni da Evitare
Capire cosa può andare storto è importante tanto quanto conoscere la procedura corretta. Molti operatori alle prime armi con il PTFE commettono errori prevedibili che compromettono il pezzo finale.
Il Mito della Lavorazione "Facile"
Sebbene il PTFE sia morbido e non causi un'usura significativa dell'utensile, ciò non lo rende facile da lavorare con precisione. La sua morbidezza è la fonte delle sfide principali: distorsione sotto pressione e difficoltà nel realizzare una truciolatura netta.
Surriscaldamento e Danno al Materiale
Far girare l'utensile troppo velocemente con un basso avanzamento è un errore comune. Ciò fa sì che l'utensile sfreghi contro il materiale invece di tagliarlo, generando un calore localizzato intenso che può fondere o bruciare il PTFE, rovinando il cuscinetto.
Distorsione dovuta al Serraggio
Non serrare mai eccessivamente un cuscinetto in PTFE in una morsa o in un dispositivo di fissaggio. Il materiale si comprimerà e la gola lavorata non raggiungerà le dimensioni richieste una volta rilasciato il pezzo. Utilizzare una pressione di serraggio minima ed equamente distribuita.
Fare la Scelta Giusta per il Vostro Obiettivo
Il vostro obiettivo specifico determinerà quale aspetto del processo dovrete prioritizzare.
- Se la vostra attenzione principale è l'accuratezza dimensionale: Date priorità alla gestione termica con abbondante refrigerante e utilizzate una pressione di serraggio minima per prevenire qualsiasi distorsione del cuscinetto.
- Se la vostra attenzione principale è una finitura superficiale pulita: Utilizzate utensili in carburo eccezionalmente affilati e lucidati con velocità di avanzamento elevate per garantire che il materiale si trucioli nettamente invece di spalmarsi.
- Se state impostando un nuovo processo: Iniziate con velocità di taglio conservative e concentratevi su un'efficace rimozione dei trucioli prima di aumentare gradualmente i parametri per trovare l'equilibrio ottimale per la vostra attrezzatura.
In definitiva, la lavorazione di successo del PTFE deriva dal rispetto delle proprietà uniche del materiale attraverso un'attenta preparazione e un'esecuzione precisa.
Tabella Riassuntiva:
| Linea Guida | Considerazione Chiave | Scopo |
|---|---|---|
| Selezione Utensile | Utilizzare utensili affilati con punta in carburo lucidati | Minimizzare l'attrito e prevenire lo spalmamento del materiale |
| Velocità e Avanzamenti | Velocità moderata (200-500 SFM), avanzamento elevato | Rimozione efficiente del materiale senza calore eccessivo |
| Uso del Refrigerante | Applicare refrigerante/lubrificante durante il taglio | Dissipare il calore per mantenere la stabilità dimensionale |
| Pressione di Serraggio | Utilizzare una pressione minima ed uniforme | Evitare la distorsione dovuta alla morbidezza del PTFE e allo scorrimento viscoso |
| Profondità di Taglio | Taglio poco profondo (≤1/3 del diametro dell'utensile) | Prevenire le vibrazioni e garantire una truciolatura netta |
Avete bisogno di componenti in PTFE lavorati con precisione e personalizzati?
Noi di KINTEK siamo specializzati nella produzione di parti in PTFE di alta qualità, inclusi guarnizioni, rivestimenti e articoli da laboratorio personalizzati, per i settori dei semiconduttori, medicale, di laboratorio e industriale. La nostra esperienza nella gestione delle proprietà uniche del PTFE garantisce che i vostri componenti siano lavorati secondo specifiche esatte, evitando insidie comuni come l'espansione termica e la deformazione.
Offriamo fabbricazione su misura da prototipi a ordini ad alto volume, dando priorità alla precisione e alla durata. Lasciate che ci occupiamo noi delle complessità della lavorazione del PTFE per voi.
Contattateci oggi stesso per discutere le esigenze del vostro progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Disco di dispersione in PTFE ad alta purezza e resistente alla corrosione e paletta di agitazione inerte per la miscelazione alimentare, farmaceutica e cosmetica
- Disco di dispersione PTFE per alimenti e cosmetici, pala di agitazione larga antiaderente e resistente alla corrosione, girante personalizzabile
- Piastra Isolante Termica in PTFE Personalizzabile Resistente alle Alte Temperature e alla Corrosione Supporto da Laboratorio a Strati Multipli
- Pannello Termoisolante in PTFE Resistente ad Alte Temperature Supporto in Fluoropolimero Senza Metalli Resistente alla Corrosione per Laboratori Ultra Puliti
- Disco Agitatore in PTFE Anticorrosione Piatto per Dispersione Chimica Diametro 350mm Accessorio per Miscelatore in Fluoropolimero
Domande frequenti
- Dove vengono tipicamente applicati gli agitatori in PTFE? Essenziali per la chimica, la farmaceutica e la bioelaborazione
- Qual è il metodo di dispersione per la produzione di PTFE e quali sono i suoi prodotti? Ideale per Rivestimenti Sottili e Film
- Cos'è la dispersione di PTFE e come viene utilizzata? Una guida ai rivestimenti antiaderenti e alla resistenza chimica
- Quali sono le specifiche di tolleranza per lo spessore dei dischi in PTFE? Perché ±20% è lo standard del settore
- Quante varianti di dischi in PTFE sono disponibili e in quali parametri differiscono? Scegli il materiale giusto per la tua applicazione