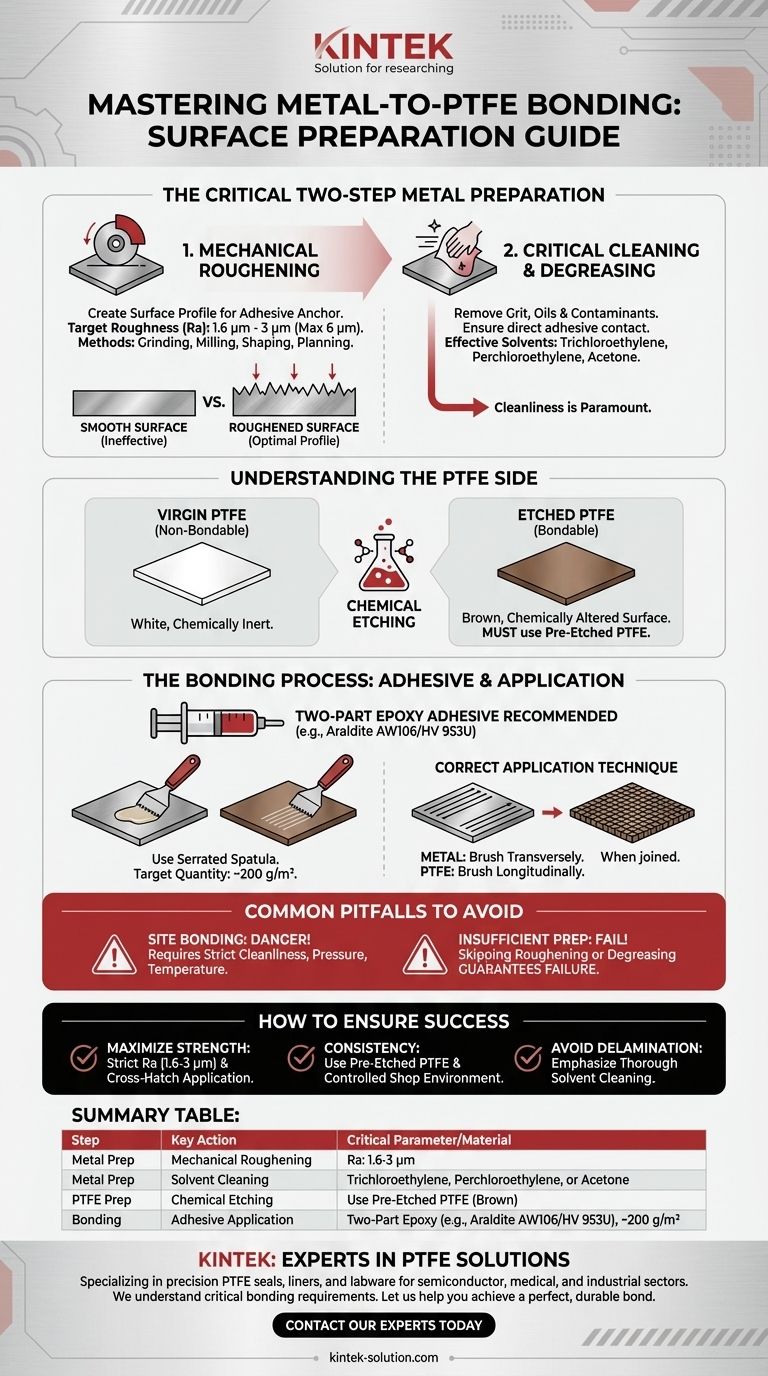
La corretta preparazione della superficie metallica per l'incollaggio con PTFE è un processo critico in due fasi. In primo luogo, il metallo deve essere ruvido meccanicamente per creare un profilo superficiale specifico che consenta all'adesivo di ancorarsi. In secondo luogo, la superficie deve essere meticolosamente pulita con solventi per rimuovere tutta la sabbia, gli oli e gli altri contaminanti che altrimenti impedirebbero un incollaggio efficace.
La chiave per un'adesione durevole è riconoscere che il successo dipende equamente da tre fattori: la preparazione meccanica del metallo, la preparazione chimica del PTFE e la corretta applicazione dell'adesivo. Trascurare uno qualsiasi di questi elementi comprometterà l'integrità dell'adesione finale.

Le Fasi Fondamentali per la Preparazione del Metallo
Per creare un solido blocco meccanico per l'adesivo, la superficie metallica non può essere liscia. Richiede una consistenza specifica che può essere ottenuta solo attraverso processi meccanici controllati seguiti da una pulizia assoluta.
Ottenere una Rugosità Superficiale Ottimale
L'obiettivo di questa fase è creare picchi e valli microscopici su cui l'adesivo possa fare presa.
Questo si ottiene tipicamente utilizzando metodi di lavorazione come la rettifica, la fresatura, la sagomatura o la piallatura.
La rugosità superficiale ideale (Ra) è compresa tra 1,6 µm e 3 µm. Sebbene sia accettabile una certa variazione, la rugosità non dovrebbe mai superare Ra = 6 µm, poiché una superficie troppo ruvida può anch'essa portare a un'adesione scarsa.
Pulizia Critica e Sgrassaggio
Dopo la lavorazione, la superficie è contaminata da fluidi da taglio, oli e detriti metallici. Questo residuo deve essere completamente rimosso.
Una pulizia approfondita con solventi è essenziale per garantire che l'adesivo si leghi direttamente al metallo, e non a uno strato di contaminanti.
I solventi efficaci a questo scopo includono tricloroetilene, percloroetilene o acetone.
Comprendere il Lato PTFE dell'Equazione
Preparare il metallo è solo metà della battaglia. Il PTFE vergine è un materiale antiaderente per sua stessa natura e non aderirà a nulla senza un trattamento superficiale speciale.
La Necessità dell'Incisione Chimica (Etching)
Per rendere il PTFE adesivo, la sua superficie deve essere alterata chimicamente attraverso un processo chiamato incisione (etching).
Questo processo proprietario modifica la struttura molecolare della superficie del PTFE, rendendola ricettiva agli adesivi industriali standard.
Per qualsiasi applicazione di incollaggio, è necessario utilizzare lastre di PTFE specificate come incise su uno o entrambi i lati.
Identificare il PTFE Correttamente Inciso
È possibile confermare visivamente se il PTFE è pronto per l'incollaggio.
Il PTFE vergine e non adesivo è di colore bianco. Una superficie correttamente incisa e adesiva avrà un colore marrone uniforme.
Il Processo di Incollaggio: Adesivi e Applicazione
Con entrambe le superfici adeguatamente preparate, la fase finale prevede la selezione dell'adesivo giusto e la sua corretta applicazione per garantire una copertura completa e una resistenza ottimale.
Selezione dell'Adesivo Giusto
È altamente raccomandato un adesivo epossidico bicomponente grazie alla sua eccellente resistenza al taglio, fondamentale per questa applicazione.
Una combinazione collaudata è la resina Araldite AW106 utilizzata con l'indurente Araldite HV 953U.
Tecnica di Applicazione Corretta
L'applicazione uniforme dell'adesivo è fondamentale per una linea di giunzione priva di vuoti.
Utilizzare una spatola dentellata per applicare l'epossidico miscelato sia sulla superficie metallica preparata sia sulla superficie del PTFE incisa. La quantità target dovrebbe essere di circa 200 grammi per metro quadrato.
Per la migliore dispersione, spazzolare l'adesivo longitudinalmente sul PTFE e trasversalmente sul metallo, creando un motivo a griglia quando vengono uniti.
Errori Comuni da Evitare
Gli errori nella preparazione o nel processo di incollaggio sono la causa principale di fallimento. Comprendere questi errori comuni è fondamentale per prevenirli.
I Pericoli dell'Incollaggio in Sito
Si sconsiglia vivamente di tentare di incollare il PTFE al metallo sul campo (incollaggio in sito).
Questo processo richiede condizioni rigorosamente controllate di pulizia, pressione e temperatura che sono quasi impossibili da replicare al di fuori di un ambiente di officina dedicato.
Preparazione Insufficiente della Superficie
La causa più comune di fallimento dell'adesione è una preparazione inadeguata.
Saltare la fase di ruvidatura meccanica o, più frequentemente, non sgrassare completamente la superficie garantirà un'adesione debole che si delaminerà sotto stress.
Come Garantire un'Adesione Riuscita
Per ottenere un'adesione affidabile e durevole, la metodologia deve allinearsi con il requisito principale del progetto.
- Se la tua attenzione principale è massimizzare la resistenza dell'adesione: Aderisci rigorosamente alla specifica di rugosità superficiale Ra = 1,6–3 µm e utilizza la tecnica di applicazione dell'adesivo a griglia incrociata.
- Se la tua attenzione principale è la coerenza e l'affidabilità: Acquista sempre PTFE pre-inciso da un fornitore affidabile ed esegui tutti gli incollaggi in un ambiente di officina controllato, mai in loco.
- Se la tua attenzione principale è evitare la delaminazione: Poni la massima enfasi sulla fase di pulizia con solvente, poiché la contaminazione residua è la causa più comune e prevenibile del fallimento dell'adesione.
In definitiva, un'adesione riuscita da metallo a PTFE non è una questione di una singola tecnica, ma il risultato di un processo multi-stadio preciso e disciplinato.
Tabella Riassuntiva:
| Fase | Azione Chiave | Parametro Critico / Materiale |
|---|---|---|
| Preparazione Metallo | Ruvidatura Meccanica | Rugosità Superficiale (Ra): 1,6 - 3 µm |
| Pulizia con Solvente | Tricloroetilene, Percloroetilene o Acetone | |
| Preparazione PTFE | Incisione Chimica (Etching) | Utilizzare PTFE Pre-Inciso (Colore Marrone) |
| Processo di Incollaggio | Applicazione Adesivo | Epossidico Bicomponente (es. Araldite AW106/HV 953U) |
| Quantità di Applicazione: ~200 g/m² |
Hai bisogno di componenti in PTFE affidabili e ad alte prestazioni per la tua applicazione?
Noi di KINTEK siamo specializzati nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio in PTFE di precisione per i settori dei semiconduttori, medico e industriale. La nostra esperienza nella scienza dei materiali garantisce che comprendiamo i requisiti critici di incollaggio per le applicazioni più esigenti.
Possiamo fornire componenti fabbricati su misura o fornire consulenza sulle tue specifiche sfide di incollaggio. Lascia che ti aiutiamo a ottenere un'adesione perfetta e durevole ogni volta.
Contatta oggi i nostri esperti per discutere le esigenze del tuo progetto!
Guida Visiva
Prodotti correlati
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
- Pannello Termoisolante in PTFE Resistente ad Alte Temperature Supporto in Fluoropolimero Senza Metalli Resistente alla Corrosione per Laboratori Ultra Puliti
- Piastre di Petri personalizzate in PTFE: resistenti alla corrosione, alta purezza, basso background, per laboratorio
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Piastra Riscaldante Anticorrosione con Rivestimento in PTFE Modificato 400x300mm Piastra Calda da Laboratorio Resistente agli Acidi Soluzione Riscaldante Personalizzabile
Domande frequenti
- In che modo la resistenza chimica delle membrane filtranti in politetrafluoroetilene (PTFE) avvantaggia la filtrazione industriale?
- Quali sono i vantaggi prestazionali delle membrane filtranti in PTFE rispetto ai filtri a profondità? Migliorare la purezza e l'efficienza del laboratorio
- Perché le membrane filtranti in PTFE sono preferite per applicazioni che coinvolgono sostanze chimiche aggressive o gas ad alta temperatura? Guida esperta
- Quali sono le caratteristiche strutturali e i principi di produzione delle membrane filtranti in politetrafluoroetilene (PTFE)?
- In che modo l'idrofobicità intrinseca delle membrane filtranti in PTFE influisce sulla separazione tra liquidi e gas? Ottimizzare le prestazioni



















