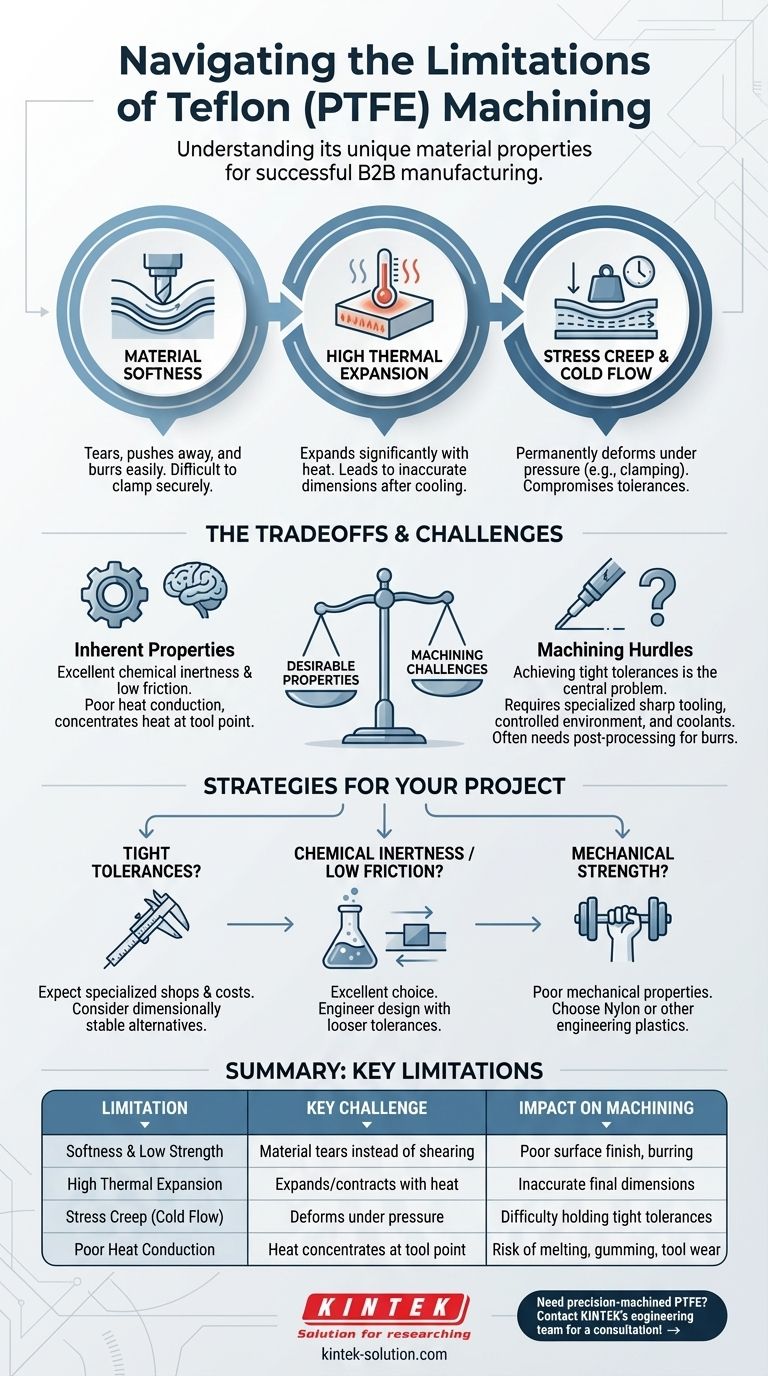
Le principali limitazioni della lavorazione del Teflon (PTFE) sono la sua morbidezza, l'alto coefficiente di dilatazione termica e la sua tendenza a deformarsi sotto pressione, un fenomeno noto come scorrimento sotto sforzo. Queste tre proprietà combinate rendono eccezionalmente difficile ottenere tolleranze dimensionali strette, gestire il calore durante il taglio e prevenire difetti superficiali come le bave.
I maggiori punti di forza del Teflon—la sua inerzia chimica e il basso attrito—sono un risultato diretto delle stesse proprietà molecolari che lo rendono difficile da lavorare con alta precisione. La chiave del successo non è combattere il materiale, ma comprenderne e adattarsi al suo comportamento unico.

La Sfida Fondamentale: Un Materiale di Contraddizioni
Il Teflon è spesso descritto come facile da lavorare perché è morbido e si taglia con poca forza. Tuttavia, questa morbidezza è anche la fonte delle sue maggiori difficoltà di lavorazione.
Morbidezza e Bassa Resistenza
Mentre un utensile affilato si muove facilmente attraverso il Teflon, la bassa resistenza del materiale significa che spesso si strappa o si allontana dalla lama piuttosto che tagliarsi nettamente. Ciò può comportare una scarsa finitura superficiale e una significativa formazione di bave.
Inoltre, la sua morbidezza rende difficile un bloccaggio sicuro. Troppa pressione deforma il pezzo, mentre troppo poca consente vibrazioni, che rovinano la precisione del taglio.
Elevata Dilatazione Termica
Il Teflon si espande e si contrae con i cambiamenti di temperatura molto più della maggior parte dei materiali. Anche una piccola quantità di calore generata durante il processo di lavorazione può causare l'espansione del pezzo, portando a dimensioni finali imprecise una volta raffreddato.
Ciò richiede un ambiente a temperatura controllata e un'attenta gestione delle velocità di taglio e degli avanzamenti per minimizzare la generazione di calore.
Scorrimento Sotto Sforzo e Deformazione a Freddo
Quando sottoposto a stress meccanico, come quello delle ganasce di bloccaggio o della pressione di un utensile da taglio, il Teflon si deforma lentamente e permanentemente. Questo "scorrimento a freddo" è una delle ragioni principali per cui mantenere tolleranze strette è così impegnativo.
Le dimensioni di un pezzo possono essere compromesse prima ancora che venga effettuato un singolo taglio se viene bloccato in modo improprio.
Scarsa Gestione del Calore
Il Teflon è un eccellente isolante termico, il che significa che non conduce efficacemente il calore lontano dall'utensile da taglio. Il calore si concentra nel punto di contatto, aumentando il rischio di fusione del materiale, intasamento dell'utensile e aggravando il problema della dilatazione termica.
Per questo motivo, i liquidi di raffreddamento non aromatici e idrosolubili sono spesso raccomandati per gestire il calore e migliorare la durata dell'utensile.
Comprendere i Compromessi
La decisione di utilizzare il Teflon deve essere ponderata rispetto alle realtà della sua fabbricazione. Le sue proprietà desiderabili comportano intrinseche sfide di produzione.
La Difficoltà delle Tolleranze Strette
La combinazione di dilatazione termica, scorrimento sotto sforzo e morbidezza rende il raggiungimento di alta precisione il problema centrale nella lavorazione del Teflon. Sebbene possibile, richiede conoscenze, attrezzature e processi specializzati, che possono aumentare i costi.
Il Rischio di Bave e Scarsa Finitura
A causa della sua tendenza a strapparsi, i pezzi in Teflon spesso escono dalla macchina con bave che devono essere rimosse in un'operazione secondaria. Questo passaggio di post-lavorazione è frequentemente richiesto per ottenere un pezzo pulito e finito.
La Necessità di Utensili Specializzati
Gli utensili da taglio standard sono spesso inadeguati per il Teflon. Il successo richiede taglienti estremamente affilati con geometrie specifiche e profili stretti per minimizzare la pressione di taglio e la generazione di calore. In alcuni casi, vengono utilizzati utensili diamantati specializzati per le migliori prestazioni.
Come Applicare Questo al Tuo Progetto
Comprendere queste limitazioni ti consente di prendere decisioni informate per il tuo processo di progettazione e produzione.
- Se il tuo obiettivo principale è la tolleranza dimensionale stretta: Riconosci che il Teflon è un materiale intrinsecamente difficile per questo e potrebbe richiedere un'officina meccanica specializzata o la considerazione di un'alternativa più stabile dimensionalmente.
- Se il tuo obiettivo principale è l'inerzia chimica o il basso attrito: Il Teflon è una scelta eccellente, ma il tuo progetto deve essere ingegnerizzato con tolleranze più ampie per adattarsi alle proprietà del materiale.
- Se il tuo obiettivo principale è la resistenza meccanica: Riconosci che il Teflon ha scarse proprietà meccaniche e materiali come il Nylon o altre plastiche ingegneristiche sono spesso più adatti.
Sfruttare con successo il Teflon è una questione di progettare per i suoi punti di forza rispettando le sue intrinseche limitazioni di lavorazione.
Tabella Riassuntiva:
| Limitazione | Sfida Chiave | Impatto sulla Lavorazione |
|---|---|---|
| Morbidezza e Bassa Resistenza | Il materiale si strappa invece di tagliarsi | Scarsa finitura superficiale, significativa formazione di bave |
| Elevata Dilatazione Termica | Si espande/contrae con il calore | Dimensioni finali imprecise dopo il raffreddamento |
| Scorrimento Sotto Sforzo (Deformazione a Freddo) | Si deforma sotto pressione | Difficoltà a mantenere tolleranze strette |
| Scarsa Conduzione del Calore | Il calore si concentra nel punto dell'utensile | Rischio di fusione, intasamento, usura dell'utensile |
Hai bisogno di componenti in PTFE lavorati con precisione che superino queste sfide?
Presso KINTEK, siamo specializzati nella lavorazione del Teflon e di altre plastiche ad alte prestazioni per i settori dei semiconduttori, medico, di laboratorio e industriale. Comprendiamo le proprietà uniche del PTFE e abbiamo l'esperienza e gli utensili specializzati per gestire efficacemente morbidezza, dilatazione termica e scorrimento sotto sforzo.
Forniamo la precisione che richiedi, dai prototipi personalizzati alla produzione di grandi volumi, assicurando che i tuoi componenti soddisfino le specifiche esatte senza compromettere i benefici intrinseci del materiale.
Metti la nostra esperienza al servizio del tuo progetto. Contatta oggi il nostro team di ingegneri per una consulenza!
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Boccola in PTFE personalizzabile per applicazioni industriali avanzate
Domande frequenti
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili
- È possibile personalizzare i componenti in PTFE lavorato? Ottieni soluzioni di precisione per applicazioni esigenti
- Quali sono alcune applicazioni comuni del PTFE lavorato? Sfruttare le sue proprietà uniche per applicazioni impegnative
- Come vengono prodotti tipicamente i contenitori e le apparecchiature da laboratorio in PTFE? All'interno del processo di lavorazione meccanica di precisione
- I componenti in PTFE possono essere personalizzati in base a requisiti specifici? Ottieni componenti in PTFE personalizzati di precisione



















