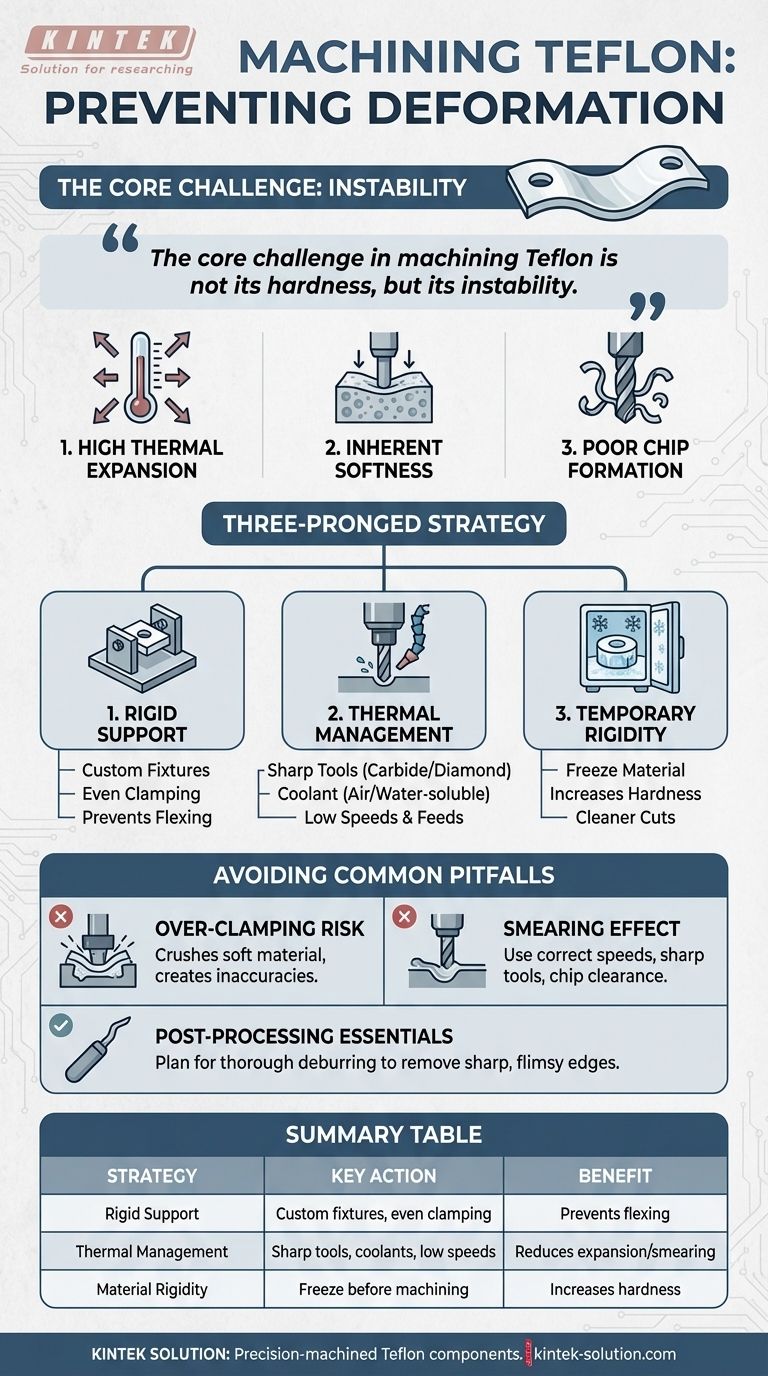
Per evitare che le parti in Teflon si deformino durante la lavorazione, è necessario utilizzare una strategia su tre fronti. Questa prevede la fornitura di un supporto fisico robusto con attrezzature adeguate, la gestione attiva del calore con utensili affilati e liquidi refrigeranti e, in alcuni casi, l'aumento temporaneo della durezza del materiale congelandolo prima del taglio. Questi passaggi contrastano direttamente la morbidezza intrinseca del Teflon e il suo tasso estremamente elevato di espansione termica.
La sfida fondamentale nella lavorazione del Teflon non è la sua durezza, ma la sua instabilità. Poiché è morbido e si espande notevolmente con il calore, la chiave per la precisione è controllare l'ambiente di lavorazione per ridurre al minimo lo stress e la variazione termica sul pezzo.

La sfida principale: perché il Teflon si deforma così facilmente
Per lavorare il Teflon senza deformazioni, è necessario prima comprendere le proprietà che lo rendono così difficile. Le caratteristiche uniche del materiale sono la causa diretta dei comuni fallimenti nella lavorazione.
Elevata Espansione Termica
Il Teflon (PTFE) ha un coefficiente di espansione termica molto elevato. Ciò significa che anche una piccola quantità di calore generata dall'attrito dell'utensile farà espandere significativamente il materiale.
Questa espansione può rovinare l'accuratezza dimensionale, facendo sì che un pezzo che era entro le tolleranze alla temperatura di taglio risulti fuori tolleranza una volta raffreddato.
Morbidezza Intrinseca e Mancanza di Rigidità
Il Teflon è un materiale eccezionalmente morbido. Sotto la pressione di un utensile da taglio, tende a comprimersi, flettersi e piegarsi anziché tagliarsi in modo netto.
Questa mancanza di rigidità rende difficile tenerlo saldamente senza distorsioni e può portare a un effetto di "spalmatura" sulla superficie anziché a una finitura pulita.
Scarsa Formazione del Truciolo
A differenza dei metalli che formano trucioli puliti e prevedibili che allontanano il calore, il Teflon produce trucioli fibrosi e gommosi.
Questi trucioli non si rompono facilmente e possono avvolgersi attorno all'utensile, aumentando l'attrito, generando più calore e compromettendo la finitura superficiale.
Strategie chiave per prevenire la deformazione
Un approccio efficace alla lavorazione del Teflon si concentra sulla mitigazione dei suoi punti deboli intrinseci attraverso un'attenta preparazione, attrezzaggio e controllo ambientale.
Strategia 1: Garantire un Supporto Rigido
Supportare correttamente il pezzo è la prima linea di difesa contro la deformazione.
Utilizzare attrezzature personalizzate che supportino il più possibile il pezzo. Ciò impedisce al materiale di flettersi o spostarsi lontano dall'utensile da taglio, garantendo la stabilità dimensionale.
Strategia 2: Padroneggiare la Gestione Termica
Controllare il calore è probabilmente il fattore più critico per ottenere tolleranze strette con il Teflon.
Utilizzare utensili da taglio estremamente affilati, preferibilmente in metallo duro o diamante, con superfici lucidate. I bordi affilati riducono l'attrito, che è la fonte principale di calore.
Impiegare un liquido refrigerante compatibile come aria pressurizzata o un fluido solubile in acqua. Questo allontana attivamente il calore dalla zona di taglio prima che possa causare l'espansione del materiale.
Utilizzare velocità di taglio e velocità di avanzamento basse. Ciò riduce al minimo l'energia – e quindi il calore – immessa nel pezzo durante il processo di lavorazione.
Strategia 3: Aumentare Temporaneamente la Rigidità
Per i pezzi che richiedono una precisione molto elevata, è possibile modificare lo stato del materiale per renderlo più stabile per la lavorazione.
Congelare temporaneamente il materiale è una tecnica molto efficace. Raffreddare il Teflon lo rende più duro e rigido, consentendo di tagliarlo in modo più netto con una deformazione e una spalmatura significativamente ridotte.
Comprendere i compromessi e le insidie comuni
Sebbene queste strategie siano efficaci, richiedono un'applicazione attenta. La mancanza di consapevolezza delle potenziali insidie può portare a diversi tipi di fallimento del pezzo.
Il Rischio di Serraggio Eccessivo
Sebbene le attrezzature robuste siano essenziali, serrarle eccessivamente è un errore comune.
Poiché il Teflon è così morbido, una pressione di serraggio eccessiva può facilmente schiacciare o distorcere il pezzo prima ancora di effettuare un taglio, creando imprecisioni fin dall'inizio.
L'Effetto Spalmatura
Anche con una buona tecnica, la spalmatura può verificarsi. Ciò accade quando l'utensile spinge e fonde il materiale invece di tagliarlo nettamente.
Per ridurre al minimo la spalmatura, assicurarsi che le velocità di avanzamento siano corrette per l'utensile, che gli utensili siano eccezionalmente affilati e che si disponga di un adeguato spazio per lo scarico del truciolo. Anche tecniche di post-lavorazione come la sabbiatura possono levigare le superfici spalmate.
La Necessità di Post-Lavorazione
È importante capire che ottenere una finitura perfetta direttamente dalla macchina può essere difficile.
Prevedere un processo di sbavatura accurata, poiché il Teflon può formare bordi taglienti e fragili che influenzano le prestazioni o l'assemblaggio del pezzo. Questi devono essere rimossi con attenzione.
Una lista di controllo per lavorare con successo il Teflon
Il tuo approccio specifico dovrebbe essere adattato all'obiettivo principale del tuo progetto. Utilizza queste linee guida per dare priorità ai tuoi sforzi per ottenere risultati coerenti e di alta qualità.
- Se la tua priorità principale sono le tolleranze strette: Dai priorità alla stabilità termica utilizzando refrigeranti efficaci e considera seriamente di congelare il materiale prima della lavorazione.
- Se la tua priorità principale è una finitura superficiale pulita: Utilizza utensili estremamente affilati e lucidati (come metallo duro o diamante) e mantieni una velocità di avanzamento lenta e costante per prevenire la spalmatura.
- Se la tua priorità principale è prevenire la flessione su pezzi a parete sottile: Progetta attrezzature personalizzate che forniscano un supporto completo ed uniforme su tutto il pezzo.
Rispettando le proprietà uniche del Teflon con la preparazione e la tecnica giuste, è possibile ottenere risultati precisi e affidabili su ogni pezzo.
Tabella Riassuntiva:
| Strategia | Azione Chiave | Vantaggio |
|---|---|---|
| Supporto Rigido | Utilizzare attrezzature personalizzate con serraggio uniforme | Previene la flessione e il movimento durante il taglio |
| Gestione Termica | Utensili affilati, refrigeranti, basse velocità | Riduce l'espansione indotta dal calore e la spalmatura |
| Rigidità del Materiale | Congelare il Teflon prima della lavorazione | Aumenta temporaneamente la durezza per tagli più netti |
Hai bisogno di componenti in Teflon lavorati con precisione che mantengano la loro forma? KINTEK è specializzata nella produzione di guarnizioni, rivestimenti e vetreria da laboratorio PTFE di alta qualità per applicazioni nei semiconduttori, mediche e industriali. La nostra esperienza nella fabbricazione personalizzata – dai prototipi agli ordini ad alto volume – garantisce che i vostri pezzi siano lavorati con le tecniche precise necessarie per prevenire la deformazione. Contatta oggi i nostri esperti per discutere le specifiche del tuo progetto!
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Qual è l'intervallo di temperatura operativa per i cestelli portafiori in PTFE? Limiti termici e prestazioni da -200°C a +260°C.
- Qual è il principio di funzionamento di un cestello a fiore in PTFE? Ottimizzare il flusso dei fluidi e la purezza per l'immersione chimica
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency
- Quali sono le funzioni primarie e le caratteristiche di progettazione di un cestello fiorito in PTFE? Ottimizza l'Elaborazione Chimica ad Alta Purezza
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.



















