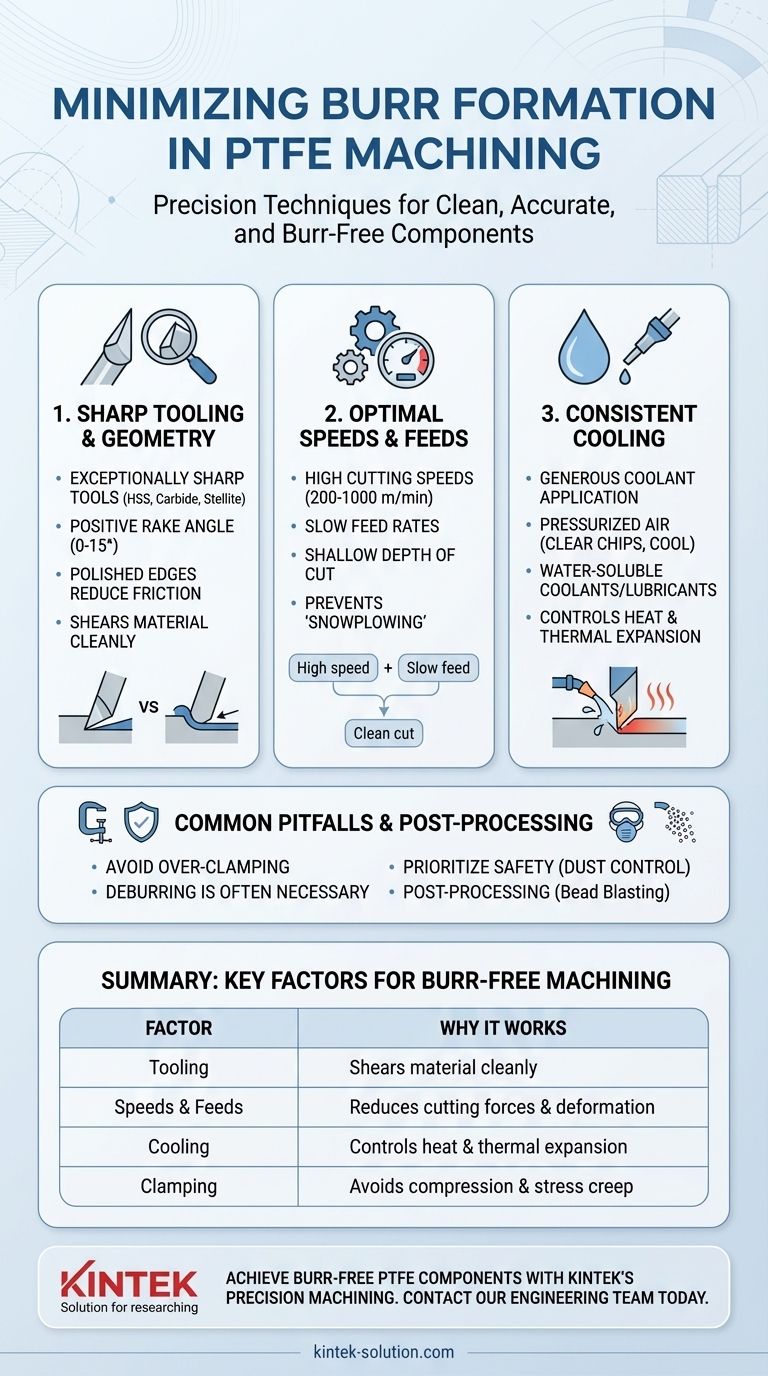
Per ridurre efficacemente la formazione di bave nella lavorazione del PTFE, è necessario utilizzare utensili eccezionalmente affilati con un angolo di spoglia positivo, impiegare alte velocità di taglio combinate con basse velocità di avanzamento e applicare un raffreddamento costante. Questi tre elementi lavorano insieme per tranciare il materiale in modo pulito anziché spingerlo o strapparlo, che è la causa principale delle bave in questo polimero morbido e "gommoso".
La sfida fondamentale della lavorazione del PTFE non è la sua durezza, ma la sua morbidezza e l'elevata dilatazione termica. Il successo dipende meno dalla rimozione aggressiva del materiale e più da un approccio basato sulla finezza che rispetti la tendenza del materiale a deformarsi sotto pressione e calore.

Comprendere le sfide uniche della lavorazione del PTFE
Prima di applicare tecniche specifiche, è fondamentale capire perché il politetrafluoroetilene (PTFE) si comporta in modo diverso dai metalli o persino da altre plastiche. Le sue proprietà sono la radice dei comuni problemi di lavorazione come la formazione di bave.
Il problema della morbidezza e della deformazione
Il PTFE è estremamente morbido e ha un basso modulo di elasticità. Invece di scheggiarsi in modo pulito come un materiale rigido, tende a spingere, allungare e strappare quando viene applicato un utensile da taglio. Questa deformazione plastica è ciò che crea le bave pelose e difficili da rimuovere lungo il bordo tagliato.
Elevato coefficiente di dilatazione termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito generato da un utensile da taglio produce calore localizzato, facendo gonfiare il materiale durante il taglio e poi contrarlo mentre si raffredda. Questa instabilità termica rende difficile mantenere tolleranze strette e può peggiorare la formazione di bave poiché il materiale si deforma attorno all'utensile.
Scorrimento da stress e bassa rigidità
Questo materiale è soggetto allo "scorrimento da stress" (stress creep), il che significa che si deformerà lentamente nel tempo se mantenuto sotto pressione. Una forza di serraggio eccessiva durante l'impostazione può comprimere facilmente il pezzo, portando a dimensioni imprecise e difetti una volta che la pressione viene rilasciata.
Principi fondamentali per una lavorazione senza bave
Affrontare le proprietà del PTFE richiede un approccio specifico e disciplinato. Concentrarsi sulle seguenti tre aree produrrà i miglioramenti più significativi nella qualità del taglio.
Utensili: affilatura e geometria sono fondamentali
Il fattore più importante è l'utensile da taglio stesso. Un utensile smussato o di forma errata spingerà il materiale invece di tranciarlo.
Utilizzare utensili realizzati in acciaio super rapido (HSS) o carburo, con utensili con punta in Stellite come altra ottima opzione grazie alla loro resistenza all'usura.
Il tagliente deve essere estremamente affilato e lucidato, spesso definito "affilato come un rasoio". Ciò riduce l'attrito e promuove un'azione di tranciatura pulita.
Impiegare un angolo di spoglia superiore positivo (tipicamente 0–15 gradi). Questa geometria aiuta a sollevare il truciolo lontano dal pezzo e riduce significativamente le forze di taglio, minimizzando la deformazione del materiale.
Velocità e Avanzamenti: un equilibrio controintuitivo
La combinazione ideale per il PTFE è un'alta velocità di taglio e una bassa velocità di avanzamento. Questo può sembrare controintuitivo ma è essenziale per un taglio netto.
Alte velocità di taglio (da 200 a 1000 m/min) assicurano che il tagliente si muova abbastanza velocemente da tranciare il materiale prima che abbia il tempo di deformarsi.
Basse velocità di avanzamento impediscono all'utensile di spingere troppo materiale contemporaneamente, riducendo pressione e attrito. Ciò dà tempo all'utensile di tagliare in modo pulito senza "spalare" attraverso il PTFE.
Si raccomanda anche una profondità di taglio ridotta per minimizzare ulteriormente le forze di taglio.
Gestione termica: il ruolo del refrigerante
Controllare il calore è tassativo per mantenere la stabilità dimensionale e ridurre le bave.
L'applicazione generosa di un refrigerante è fondamentale. L'aria pressurizzata è spesso efficace per rimuovere i trucioli e fornire un certo raffreddamento senza interazione chimica.
Per operazioni più intensive, i refrigeranti o lubrificanti idrosolubili sono molto efficaci nel dissipare il calore e impedire al materiale di gonfiarsi.
Errori comuni e post-lavorazione
Anche con una tecnica perfetta, la natura del PTFE presenta sfide persistenti che richiedono vigilanza.
Il pericolo del serraggio eccessivo
Non usare mai la stessa pressione di serraggio per il PTFE che useresti per il metallo. Usa solo la forza necessaria per fissare il pezzo. Un serraggio eccessivo comprimerà il materiale, con conseguente pezzo finale impreciso una volta rilasciato dal fissaggio.
L'inevitabilità della sbavatura
Sebbene la tecnica corretta minimizzi le bave, potrebbe non eliminarle del tutto. Prevedi un passaggio di sbavatura. Lame affilate o utensili di sbavatura specializzati possono rimuovere con attenzione il materiale rimanente. Per una finitura superiore su scala più ampia, i metodi di post-lavorazione come la sabbiatura con microsfere (bead blasting) possono essere efficaci.
Una nota critica sulla sicurezza
La lavorazione del PTFE crea fini particelle di polvere che possono essere pericolose se inalate. Lavora sempre in un'area ben ventilata, usa un refrigerante per sopprimere la polvere e indossa dispositivi di protezione individuale appropriati, inclusa una maschera.
Fare la scelta giusta per il tuo obiettivo
Il tuo obiettivo principale dovrebbe guidare quale aspetto del processo devi privilegiare.
- Se la tua attenzione principale è la migliore finitura superficiale in assoluto: Dai priorità a utensili affilati come rasoi e lucidati con un angolo di spoglia positivo ed esegui passate di finitura molto leggere e lente.
- Se la tua attenzione principale è mantenere tolleranze dimensionali strette: Concentrati su una gestione termica aggressiva con refrigerante costante e un controllo meticoloso della pressione di serraggio.
- Se la tua attenzione principale è l'efficienza produttiva: Implementa un programma rigoroso di manutenzione degli utensili per garantire che i taglienti vengano riaffilati o sostituiti regolarmente, prevenendo il degrado della qualità durante una produzione.
In definitiva, trattare il PTFE con precisione e una profonda comprensione del suo comportamento unico è la chiave per ottenere risultati puliti, precisi e privi di bave.
Tabella riassuntiva:
| Fattore chiave | Pratica consigliata | Perché funziona |
|---|---|---|
| Utensili | Utensili affilati come rasoi, con angolo di spoglia positivo (HSS, carburo) | Trancia il materiale in modo pulito invece di spingerlo/strapparlo |
| Velocità e Avanzamenti | Alta velocità di taglio (200-1000 m/min), bassa velocità di avanzamento | Riduce le forze di taglio e la deformazione del materiale |
| Raffreddamento | Applicazione generosa di refrigerante o aria pressurizzata | Controlla il calore, previene l'espansione termica e il gonfiore |
| Serraggio | Pressione minima e delicata | Evita la compressione del materiale e lo scorrimento da stress |
Ottieni componenti in PTFE senza bave con la lavorazione di precisione di KINTEK
Hai problemi con bave e instabilità dimensionale nei tuoi componenti in PTFE? Le tecniche delineate sopra sono fondamentali per il nostro processo di produzione. Noi di KINTEK siamo specializzati nella lavorazione di componenti in PTFE di alta precisione—da guarnizioni e rivestimenti personalizzati a complessi articoli da laboratorio—per i settori dei semiconduttori, medico e industriale.
Comprendiamo che la tua applicazione richiede prestazioni impeccabili. Lascia che la nostra esperienza lavori per te:
- Precisione garantita: Utilizziamo attrezzature all'avanguardia e protocolli rigorosi per garantire che ogni pezzo soddisfi le tue esatte specifiche.
- Fabbricazione personalizzata: Dai prototipi rapidi alle produzioni ad alto volume, forniamo una qualità costante e priva di bave.
- Competenza sui materiali: Gestiamo le sfide uniche del PTFE in modo che tu non debba farlo, risparmiandoti tempo e garantendo l'affidabilità del pezzo.
Pronto per componenti in PTFE superiori? Contatta oggi il nostro team di ingegneri per discutere i requisiti del tuo progetto.
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Produttore di parti in PTFE personalizzate per contenitori e componenti in teflon
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
Domande frequenti
- Qual è l'intervallo di temperatura operativa per i cestelli portafiori in PTFE? Limiti termici e prestazioni da -200°C a +260°C.
- Quali fattori contribuiscono all'integrità meccanica a lungo termine dei cestelli fioriti in PTFE sotto cicli termici? Guida Esperta.
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency
- Come il design strutturale di un cestello a fiore in PTFE garantisce un accesso uniforme dei fluidi ai substrati? Ottimizzare le rese di laboratorio



















