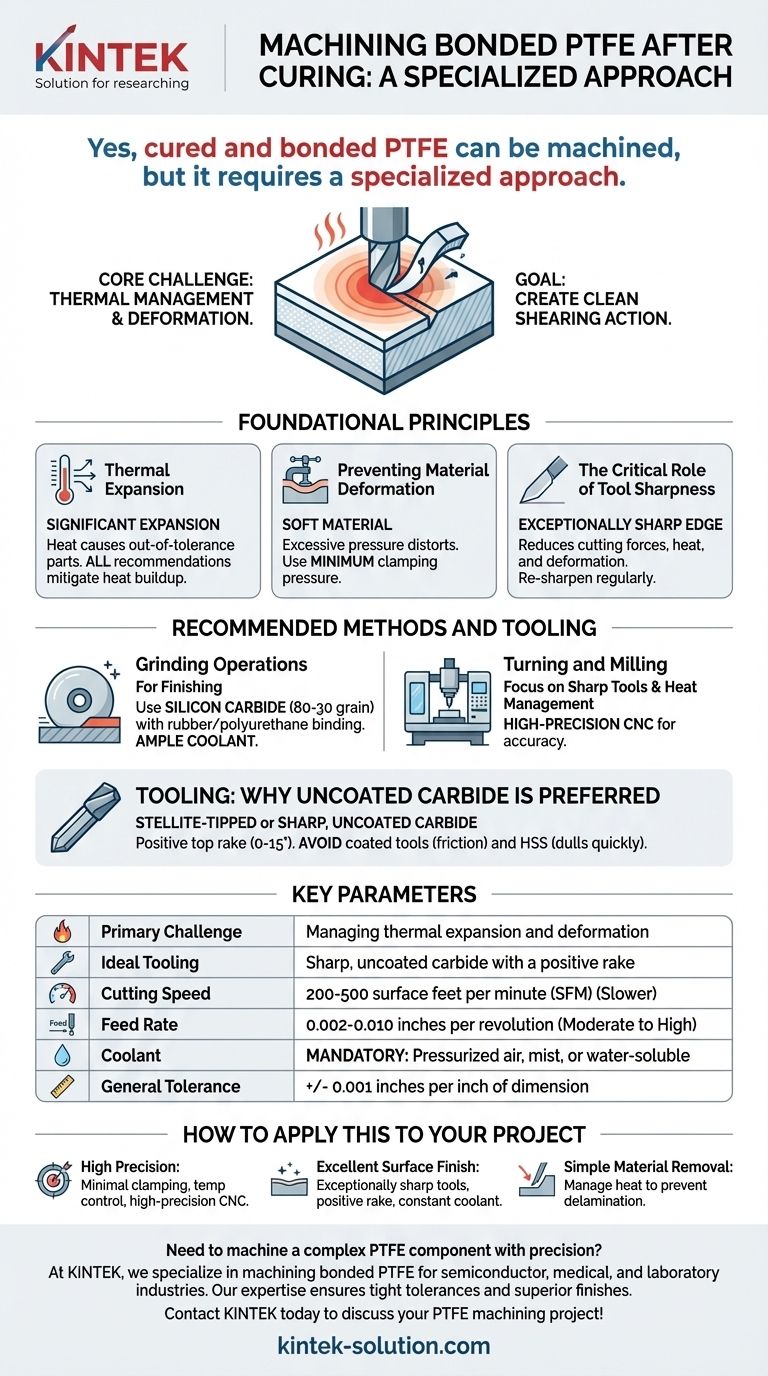
Sì, il PTFE polimerizzato e incollato può essere lavorato meccanicamente, ma richiede un approccio specialistico. Il successo dipende dall'utilizzo di metodi convenzionali come la rettifica, la tornitura o la fresatura, adattando al contempo utensili e parametri per gestire le proprietà uniche del materiale, come l'elevata espansione termica e la morbidezza.
La sfida principale nella lavorazione del PTFE non è la durezza del materiale, ma la gestione termica e la deformazione. L'obiettivo è utilizzare utensili eccezionalmente affilati per creare un'azione di taglio netta, generando un truciolo distinto anziché strofinare o fondere il materiale, il che porta a finiture scadenti e imprecisioni dimensionali.

Principi fondamentali per la lavorazione del PTFE
Per lavorare efficacemente il PTFE, è necessario controllarne le caratteristiche intrinseche. Ignorare questi principi è la causa principale dei tentativi falliti.
La sfida principale: l'espansione termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito generato dalla lavorazione può produrre calore sufficiente a far sì che il pezzo esca dalle tolleranze prima ancora che il taglio sia completato.
Tutte le raccomandazioni successive, dalla selezione dell'utensile all'uso del refrigerante, sono progettate per mitigare questo accumulo di calore.
Prevenire la deformazione del materiale
Il PTFE è un materiale morbido. Una pressione di serraggio eccessiva in una morsa o in un mandrino distorcerà facilmente il pezzo, portando a dimensioni finali imprecise.
Allo stesso modo, utensili smussati o tagli aggressivi spingeranno e deformeranno il materiale anziché tagliarlo nettamente.
Il ruolo critico dell'affilatura dell'utensile
Un tagliente eccezionalmente affilato è irrinunciabile. Un utensile affilato riduce le forze di taglio, il che a sua volta minimizza il calore da attrito e la deformazione del materiale.
Gli utensili devono essere riaffilati regolarmente per mantenere questo tagliente vivo, poiché anche una minima usura può degradare drasticamente le prestazioni.
Metodi di lavorazione e utensili consigliati
Sebbene vengano utilizzate macchine standard, gli utensili e la configurazione sono specifici per le esigenze del PTFE.
Utensili: perché il metallo duro non rivestito è preferito
Gli utensili in metallo duro non rivestito e affilati o con punta in Stellite sono la scelta ideale. Gli utensili rivestiti possono aumentare l'attrito, mentre l'acciaio rapido (HSS) si smussa troppo rapidamente.
Un angolo di spoglia positivo (tra 0 e 15 gradi) sull'utensile aiuta a creare un'azione di taglio e riduce le forze di taglio, favorendo un taglio più netto.
Operazioni di rettifica
La rettifica è un metodo comune ed efficace per la finitura del PTFE polimerizzato.
Utilizzare mole al carburo di silicio (grana 80-30) con legante in gomma o poliuretano. Per una finitura più fine, si può utilizzare una mola all'ossido di alluminio. La velocità di rettifica dovrebbe essere simile a quella utilizzata per la ghisa, con una mola aperta e abbondante refrigerante.
Tornitura e fresatura
Per la tornitura e la fresatura, l'attenzione rimane sugli utensili affilati e sulla gestione del calore. Le macchine CNC ad alta precisione forniscono il controllo necessario per risultati accurati e ripetibili.
Comprendere le insidie e i parametri chiave
Il successo risiede nel bilanciare diversi fattori in competizione. Sbagliarne uno può compromettere l'intera operazione.
Il bilanciamento tra velocità e velocità di avanzamento
Esiste una relazione delicata tra la velocità di taglio e la velocità di avanzamento.
In generale, utilizzare velocità di taglio più lente (un intervallo di partenza è di 200-500 piedi superficiali al minuto) e velocità di avanzamento moderate o elevate (da 0,002 a 0,010 pollici per giro). Questa combinazione assicura che l'utensile stia effettivamente rimuovendo un truciolo anziché strofinare sulla superficie, il che genererebbe calore eccessivo. Una velocità di avanzamento troppo lenta provoca sfregamento; una velocità troppo elevata può causare scheggiature.
L'importanza del refrigerante
Un raffreddamento sufficiente è obbligatorio. Utilizzare aria pressurizzata, un sistema a nebbia o un refrigerante solubile in acqua per rimuovere continuamente calore e trucioli dalla zona di taglio. Questo è il modo più diretto per combattere l'espansione termica durante il taglio.
Morsettatura e pressione di serraggio
Applicare la pressione di serraggio minima necessaria per tenere saldamente il pezzo in lavorazione. Ciò impedisce al materiale di distorcersi o comprimersi, il che rovinerebbe l'accuratezza dimensionale.
Ottenere tolleranze strette
Una buona regola generale per le tolleranze generali sui pezzi in PTFE è +/- 0,001 pollici per pollice di dimensione. Tolleranze più strette sono ottenibili ma richiedono gradi di PTFE altamente stabili e rinforzati e un controllo meticoloso dell'intero processo di lavorazione.
Post-lavorazione: sbavatura
Dopo la lavorazione, il PTFE presenterà bordi taglienti o "bave". Queste devono essere rimosse con attenzione con un coltello affilato o uno strumento di sbavatura dedicato, poiché possono influire sulle prestazioni o sull'assemblaggio del pezzo finale.
Come applicare questo al tuo progetto
I parametri specifici dipenderanno dal tuo obiettivo principale.
- Se la tua priorità principale è l'alta precisione e le tolleranze strette: Dai priorità alla pressione di serraggio minima, a un ambiente a temperatura controllata e al controllo CNC ad alta precisione.
- Se la tua priorità principale è un'eccellente finitura superficiale: Sottolinea l'uso di utensili in metallo duro non rivestito eccezionalmente affilati con angolo di spoglia positivo e un apporto costante di refrigerante.
- Se la tua priorità principale è la semplice rimozione del materiale: Puoi essere più flessibile, ma la gestione del calore per prevenire la delaminazione dell'incollaggio rimane il fattore critico.
In definitiva, lavorare con successo il PTFE è un processo di finezza che premia l'attenzione agli utensili affilati e al controllo termico.
Tabella riassuntiva:
| Parametro chiave | Raccomandazione |
|---|---|
| Sfida principale | Gestione dell'espansione termica e della deformazione |
| Utensili ideali | Metallo duro non rivestito e affilato con angolo di spoglia positivo |
| Velocità di taglio | 200-500 piedi superficiali al minuto (SFM) |
| Velocità di avanzamento | 0,002-0,010 pollici per giro |
| Refrigerante | Aria pressurizzata, nebbia o refrigerante solubile in acqua sono obbligatori |
| Tolleranza generale | +/- 0,001 pollici per pollice di dimensione |
Hai bisogno di lavorare un componente PTFE complesso con precisione?
In KINTEK, siamo specializzati nella lavorazione di PTFE incollato per i settori dei semiconduttori, medico e di laboratorio. La nostra esperienza nella gestione dell'espansione termica e nell'uso di utensili specializzati assicura che i vostri pezzi soddisfino tolleranze strette e finiture superficiali superiori.
Offriamo fabbricazione personalizzata da prototipi a ordini ad alto volume. Lasciate che ci occupiamo noi delle sfide della lavorazione del PTFE in modo che possiate ottenere un pezzo affidabile e ad alte prestazioni.
Contatta KINTEK oggi stesso per discutere il tuo progetto di lavorazione del PTFE!
Guida Visiva
Prodotti correlati
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Aste di PTFE riempite di grafite personalizzate per applicazioni industriali avanzate
- Nastri sigillanti in PTFE personalizzati per applicazioni industriali e high-tech
- Paletta di agitazione in PTFE resistente alla corrosione e disco di dispersione a denti personalizzabile per la miscelazione chimica e farmaceutica
Domande frequenti
- Quali sono le funzioni primarie e le caratteristiche di progettazione di un cestello fiorito in PTFE? Ottimizza l'Elaborazione Chimica ad Alta Purezza
- Qual è la funzione principale e l'applicazione di un cestello a fiore in PTFE? Guida esperta alla lavorazione ad alta purezza
- In che modo un cestello a fiore in PTFE contribuisce al risciacquo e all'asciugatura efficienti dei substrati? Boost Lab Process Efficiency
- Quali vantaggi offrono i cestelli fioriti in PTFE per l'industria fotovoltaica e dell'energia solare? Aumentare l'Efficienza delle Celle
- Qual è il principio di funzionamento di un cestello a fiore in PTFE? Ottimizzare il flusso dei fluidi e la purezza per l'immersione chimica



















