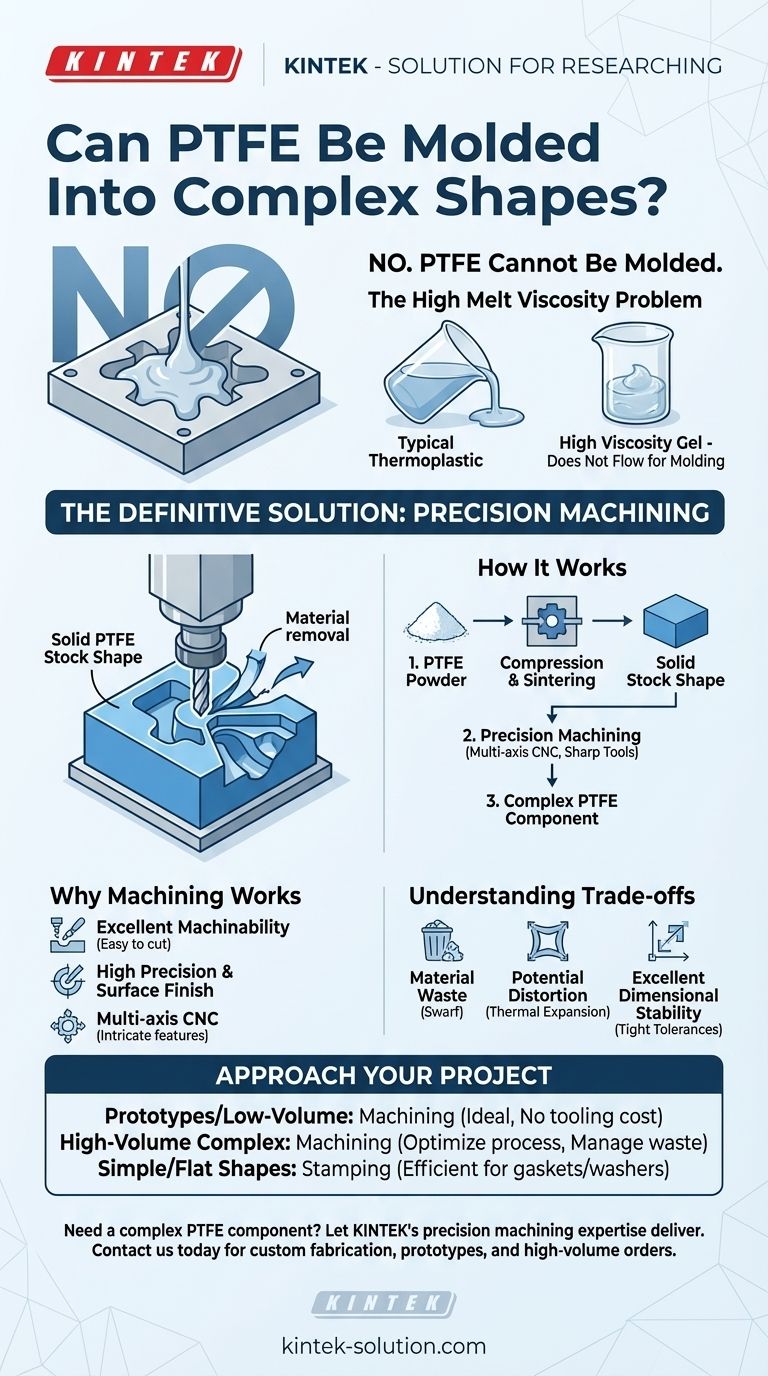
Contrariamente alla lavorazione delle materie plastiche convenzionali, il PTFE non può essere stampato in forme complesse. Il suo punto di fusione estremamente elevato e la consistenza gelatinosa quando riscaldato gli impediscono di fluire in uno stampo come le termoplastiche tipiche. Pertanto, il metodo universale per creare componenti in PTFE intricati è la lavorazione meccanica da semilavorati solidi.
La sfida principale con il PTFE è la sua incapacità di essere lavorato allo stato fuso. La soluzione definitiva consiste nel cambiare mentalità dalla stampaggio alla lavorazione meccanica, un processo sottrattivo in cui geometrie complesse vengono intagliate da un blocco o una barra solida del materiale.

Perché il PTFE resiste allo stampaggio tradizionale
La struttura molecolare unica del politetrafluoroetilene (PTFE) è la fonte delle sue proprietà desiderabili, ma detta anche i suoi limiti di produzione.
Il problema dell'elevata viscosità allo stato fuso
A differenza delle plastiche comuni come il polietilene o il polipropilene, il PTFE non si fonde realmente in un liquido a bassa viscosità. Quando raggiunge la sua temperatura di transizione (circa 327°C), diventa un gel traslucido ad alta viscosità che non scorre.
Questo comportamento lo rende del tutto inadatto alle tecniche convenzionali di lavorazione allo stato fuso come lo stampaggio a iniezione, che si basano sul facile scorrimento del materiale per riempire ogni dettaglio della cavità dello stampo.
Come vengono formati i semilavorati
Invece di fondere, i pezzi in PTFE iniziano come una polvere fine. Questa polvere viene compressa in un preformato semplice (come un billetta, una barra o un foglio) e poi riscaldata in un forno di sinterizzazione.
Questo processo fonde le particelle insieme, creando una forma solida e densa. Sono queste forme preformate che diventano la materia prima per creare parti complesse.
La soluzione definitiva: la lavorazione meccanica di precisione
Poiché non può essere stampato, l'industria si affida alla produzione sottrattiva per produrre componenti complessi in PTFE. Fortunatamente, il PTFE è eccezionalmente adatto a questo processo.
L'eccellente lavorabilità del PTFE
Il PTFE è un materiale relativamente tenero ed è molto facile da lavorare meccanicamente. Il processo è spesso paragonato alla lavorazione del legno duro e può essere eseguito utilizzando attrezzature meccaniche standard.
Questa facilità di lavorazione assicura che anche i progetti altamente complessi possano essere prodotti con elevata precisione e ottime finiture superficiali.
Tecniche chiave per la precisione
Per creare geometrie complesse, sono essenziali le macchine CNC multi-asse (a 3, 4 e 5 assi). Queste consentono all'utensile da taglio di avvicinarsi al pezzo da più angolazioni, consentendo la creazione di caratteristiche intricate senza riposizionare il pezzo.
Per ottenere i migliori risultati sono necessari utensili affilati, un controllo preciso delle velocità di taglio e degli avanzamenti e metodi di bloccaggio stabili come i dispositivi a vuoto per evitare che il materiale morbido si deformi sotto la pressione di serraggio.
Iniziare con semilavorati di dimensioni maggiorate
La maggior parte dei semilavorati in PTFE viene intenzionalmente venduta con dimensioni leggermente maggiorate. Questa pratica industriale fornisce ai meccanici materiale extra per garantire che possano raggiungere le dimensioni finali esatte richieste dalle specifiche di progettazione.
Comprendere i compromessi
Sebbene la lavorazione meccanica sia la soluzione chiara, è importante comprendere i compromessi intrinseci di questo processo sottrattivo rispetto allo stampaggio.
Scarto di materiale inevitabile
Lo svantaggio principale della lavorazione meccanica è lo spreco di materiale. Ogni caratteristica che viene tagliata dal semilavoro solido diventa materiale di scarto (trucioli). Per parti altamente complesse con una significativa rimozione di materiale, ciò può influire sul costo complessivo.
Potenziale di distorsione
Essendo un materiale morbido con un elevato coefficiente di espansione termica, il PTFE può essere soggetto a distorsioni. Una pressione di serraggio impropria o un accumulo di calore dovuto a utensili smussati possono compromettere l'accuratezza dimensionale del pezzo finale.
Eccellente stabilità dimensionale
Nonostante questi rischi, una lavorazione meccanica ben eseguita produce risultati altamente precisi. I riferimenti confermano che sia il PTFE standard che quello caricato con vetro possiedono un'eccellente stabilità dimensionale, fondamentale per garantire che il pezzo finale rispetti tolleranze ristrette.
Come affrontare il tuo progetto in PTFE
La scelta della strategia giusta dipende dalla tua applicazione specifica e dal volume di produzione.
- Se la tua attenzione principale è sui prototipi o sulla produzione a basso volume: La lavorazione meccanica è il metodo ideale e più conveniente, poiché non richiede investimenti in costosi utensili per lo stampaggio.
- Se la tua attenzione principale è su un pezzo complesso ad alto volume: La lavorazione meccanica rimane il metodo richiesto, ma concentrati sull'ottimizzazione del processo con CNC multi-asse per ridurre al minimo le impostazioni e sviluppare una strategia per gestire i costi dei materiali.
- Se la tua attenzione principale sono forme semplici e piatte: Per pezzi come guarnizioni o rondelle, la tranciatura da un foglio di PTFE può essere un'alternativa altamente efficiente rispetto alla lavorazione meccanica di singoli componenti.
Abbraccia la lavorazione meccanica come chiave per sbloccare il pieno potenziale del PTFE per le tue applicazioni più esigenti.
Tabella riassuntiva:
| Metodo di produzione del PTFE | Caratteristica chiave | Ideale per |
|---|---|---|
| Stampaggio | Non possibile; il PTFE non scorre quando riscaldato | N/D |
| Lavorazione meccanica da semilavorato | Processo sottrattivo; eccellente lavorabilità | Forme complesse, prototipi, pezzi di alta precisione |
| Tranciatura | Taglio da materiale in lamiera | Forme semplici e piatte come guarnizioni |
Hai bisogno di un componente complesso in PTFE? Lascia che l'esperienza di lavorazione meccanica di precisione di KINTEK ti aiuti.
Sebbene il PTFE non possa essere stampato, le nostre capacità avanzate di lavorazione CNC trasformano il PTFE solido in parti di precisione altamente complesse per i settori dei semiconduttori, medico, di laboratorio e industriale. Siamo specializzati nella fabbricazione personalizzata, dai prototipi agli ordini ad alto volume, garantendo stabilità dimensionale e specifiche esatte.
Contattaci oggi stesso per discutere il tuo progetto e ricevere un preventivo per le tue guarnizioni, rivestimenti, vetreria da laboratorio e altro ancora in PTFE personalizzati.
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Setaccio di Reazione in PTFE ad Alta Temperatura con Strati Personalizzabili e Dimensioni dei Pori di Precisione per Dispositivi di Separazione Campioni Filettati
- Siringa di Precisione in PTFE Vergine per Dispensazione Chimica e Integrazione con Pompe a Siringa, Compatibile con Tubazioni FEP
- Dispositivo di Equipartizione Tagliamembrane Quadrato in PTFE ad Alta Purezza per Analisi di Tracce e Centri di Controllo Malattie Pulito Non Aderente Non Lisciviante
Domande frequenti
- Che tipi di prodotti finiti vengono realizzati con il PTFE? Guarnizioni, cuscinetti, vetreria da laboratorio e altro ancora
- Come si confronta il PTFE con il Polietilene (PE) in termini di resistenza chimica e termica? Scegliere il polimero giusto per condizioni estreme
- Quali sono i principali metodi di fabbricazione per gli apparecchi da laboratorio in PTFE? Approfondimenti degli esperti sull'ingegneria dei fluoropolimeri
- Quali opzioni di personalizzazione sono disponibili per i materiali PTFE? Personalizza le prestazioni per la tua applicazione
- Quale materiale viene utilizzato per modellare la vetreria in PTFE? Il ruolo critico della resina PTFE pura



















