La risposta breve è che il politetrafluoroetilene (PTFE) non può essere stampato a iniezione perché non fonde e scorre veramente come i termoplastici convenzionali. La sua struttura molecolare gli conferisce una viscosità allo stato fuso estremamente elevata, il che significa che anche quando viene riscaldato oltre il suo punto di fusione, diventa un solido morbido, simile a un gel, piuttosto che un liquido. Questo gel non può essere forzato in uno stampo sotto pressione senza che la sua struttura si scomponga.
Il problema principale è una discrepanza tra il materiale e il processo. Lo stampaggio a iniezione richiede un materiale che diventi un liquido a bassa viscosità quando riscaldato, mentre il PTFE è specificamente progettato per mantenere la sua integrità strutturale a temperature estreme, impedendogli di raggiungere mai uno stato fluido.

Perché il PTFE fallisce in una macchina per lo stampaggio a iniezione
Lo stampaggio a iniezione standard è un processo che consiste nel riscaldare una plastica fino a renderla liquida, forzarla nella cavità di uno stampo sotto alta pressione e raffreddarla per solidificarla. Le proprietà uniche del PTFE interrompono ogni fase di questo processo.
Il problema dell'estrema viscosità allo stato fuso
La viscosità allo stato fuso è una misura della resistenza di un materiale allo scorrimento nel suo stato fuso.
Il PTFE ha una viscosità allo stato fuso eccezionalmente alta, milioni di volte superiore a quella dei termoplastici comuni come il polipropilene. Quando viene riscaldato al di sopra del suo punto di fusione di circa 327°C (621°F), non diventa un liquido. Invece, si trasforma in un gel traslucido e altamente viscoso che si rifiuta ostinatamente di scorrere.
Il rischio di frattura del fuso
Lo stampaggio a iniezione si basa su un'immensa pressione e forza di taglio per spingere la plastica fusa nello stampo.
Poiché il PTFE esiste come un gel fragile piuttosto che un vero liquido, queste forze non lo fanno scorrere. Invece, l'elevata sollecitazione di taglio letteralmente lacera il materiale a livello molecolare. Questo fenomeno, noto come rottura del fuso o frattura del fuso, distrugge l'integrità del materiale prima che possa mai assumere la forma dello stampo.
Il PTFE non è un vero termoplastico
Sebbene sia spesso raggruppato con essi, il PTFE non si comporta come un tipico termoplastico.
I veri termoplastici possono essere fusi ripetutamente in un liquido e raffreddati in un solido senza degradazione significativa. I legami molecolari del PTFE sono così forti che resistono a questa transizione, rendendolo fondamentalmente incompatibile con qualsiasi processo di produzione che richieda uno stato veramente fuso.
Come vengono effettivamente realizzati i pezzi in PTFE
Poiché lo stampaggio a iniezione non è un'opzione, sono necessarie tecniche specializzate per modellare il PTFE in forme utili. Questi metodi sono più simili alla metallurgia delle polveri che alla lavorazione tradizionale delle materie plastiche.
Stampaggio a compressione
Questo è il metodo più comune per creare forme di PTFE di base come aste, lastre e billette.
Il processo prevede la compressione della polvere di resina PTFE in uno stampo ad alta pressione e a temperatura ambiente per creare un "preformato". Questo preformato viene quindi rimosso e riscaldato in un forno controllato in un processo chiamato sinterizzazione, che fonde le particelle insieme in una massa solida.
Lavorazione CNC
Per creare pezzi finiti e precisi, la lavorazione CNC è l'approccio standard.
Le forme di base create tramite stampaggio a compressione (come aste o blocchi) vengono utilizzate come materiale grezzo. Questi vengono quindi lavorati — tagliati, forati, torniti e fresati — nei componenti finali e dettagliati. Questo è il motivo per cui i pezzi in PTFE hanno spesso costi più elevati e tempi di consegna più lunghi rispetto alle alternative stampate a iniezione.
Comprendere i compromessi
Scegliere di utilizzare il PTFE impone un approccio diverso alla produzione, che comporta conseguenze significative per la velocità di produzione, i costi e la progettazione.
Cicli di produzione più lenti
Lo stampaggio a iniezione è apprezzato per la sua velocità, producendo spesso un pezzo finito in pochi secondi. La stampaggio a compressione e la sinterizzazione sono un processo a lotti in più fasi che richiede ore. Ciò rende la produzione ad alto volume significativamente più lenta e più dispendiosa in termini di manodopera.
Maggiore spreco di materiale
La lavorazione è un processo sottrattivo, il che significa che crea il pezzo finale tagliando via materiale da un blocco più grande. Questo materiale di scarto (trucioli) aumenta il costo complessivo del componente finito, mentre lo stampaggio a iniezione è un processo di forma netta con pochissimo spreco.
Limitazioni di progettazione
I vincoli della lavorazione da forme grezze possono limitare la complessità della geometria del pezzo rispetto alla libertà di progettazione offerta dallo stampaggio a iniezione. Caratteristiche come intricati canali interni o pareti estremamente sottili sono molto più difficili e costose da ottenere.
Fare la scelta giusta per il tuo obiettivo
L'incapacità di stampare a iniezione il PTFE non è un difetto del materiale, ma una conseguenza diretta delle proprietà che lo rendono così prezioso.
- Se la tua priorità principale è la produzione ad alto volume e a basso costo di pezzi complessi: Devi selezionare un materiale diverso compatibile con lo stampaggio a iniezione, come PEEK o un fluoropolimero come FEP o PFA, se la resistenza chimica e alla temperatura è ancora necessaria.
- Se la tua priorità principale è sfruttare l'inerzia chimica e l'attrito ridotto senza pari del PTFE: Devi progettare per la produzione tramite stampaggio a compressione e successiva lavorazione CNC.
Comprendere che il PTFE non fonde ma piuttosto sinterizza è la chiave per selezionare il percorso di produzione corretto per la tua applicazione.
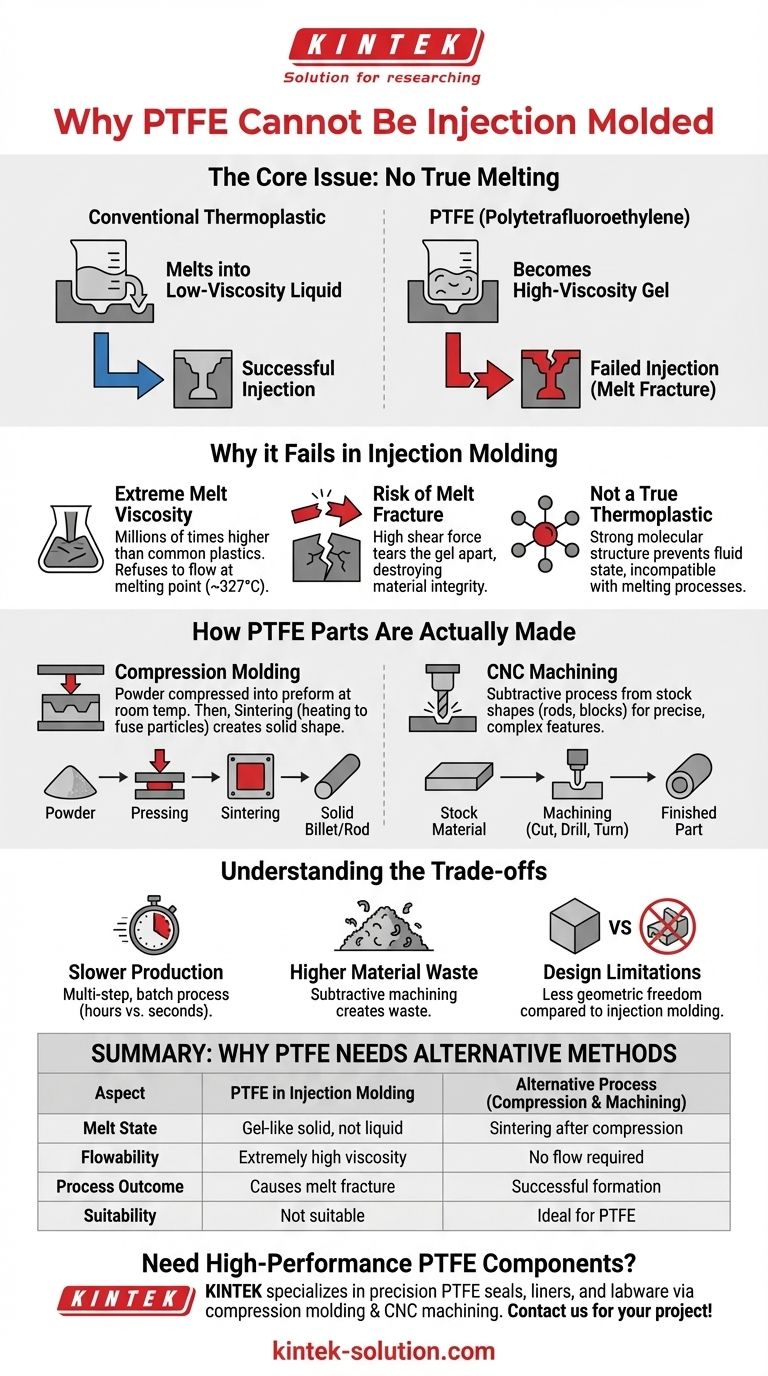
Tabella riassuntiva:
| Aspetto | PTFE nello stampaggio a iniezione | Processo alternativo |
|---|---|---|
| Stato fuso | Solido simile a un gel, non liquido | Sinterizzazione dopo compressione |
| Fluidità | Viscosità estremamente elevata | Nessuno scorrimento richiesto |
| Processo | Provoca frattura del fuso | Stampaggio a compressione + lavorazione CNC |
| Idoneità | Non adatto | Ideale per il PTFE |
Hai bisogno di componenti in PTFE ad alte prestazioni? KINTEK è specializzata nella produzione di guarnizioni, rivestimenti e vetreria in PTFE di precisione per applicazioni nei semiconduttori, mediche e industriali. La nostra esperienza nello stampaggio a compressione e nella lavorazione CNC personalizzata garantisce che i vostri pezzi soddisfino specifiche esatte, dai prototipi agli ordini ad alto volume. Contattateci oggi per discutere le esigenze del vostro progetto!
Guida Visiva