Per la lavorazione del PTFE, l'attrezzatura giusta è fondamentale. Gli utensili più consigliati sono frese in metallo duro o acciaio super rapido (HSS) estremamente affilate e non rivestite. Questi utensili sono scelti appositamente per tagliare il materiale in modo netto, il che riduce al minimo il calore di attrito e la deformazione del materiale, le due sfide principali quando si lavora con questo polimero unico.
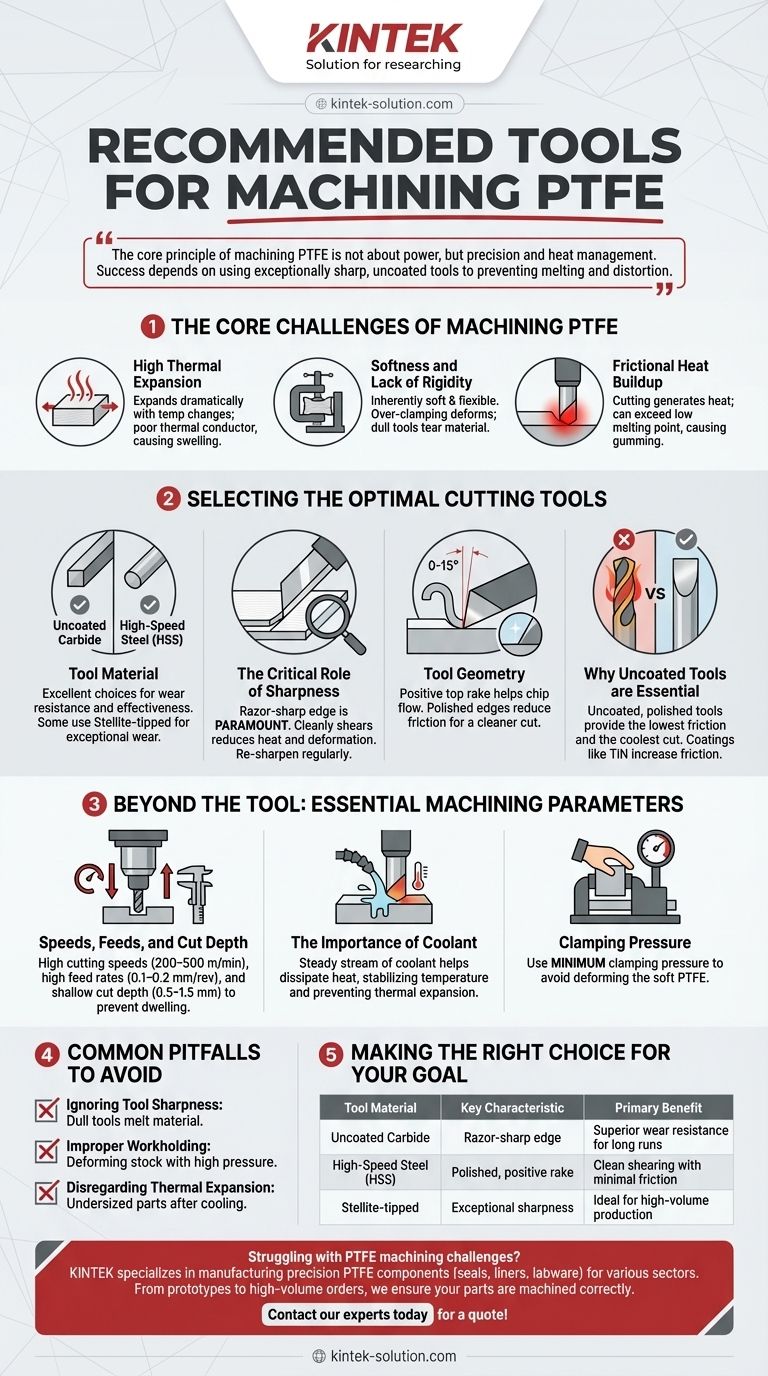
Il principio fondamentale della lavorazione del politetrafluoroetilene (PTFE) non riguarda la potenza, ma la precisione e la gestione del calore. Il successo dipende interamente dall'uso di utensili eccezionalmente affilati e non rivestiti che tagliano il materiale con una pressione minima, prevenendo la fusione e la distorsione che possono facilmente rovinare un pezzo.

Le Sfide Principali della Lavorazione del PTFE
Per selezionare gli utensili giusti, devi prima capire perché il PTFE è notoriamente difficile da lavorare. Le sue proprietà richiedono un approccio specifico che differisce notevolmente dalla lavorazione di metalli o persino di altre materie plastiche.
Elevata Dilatazione Termica
Il PTFE si espande e si contrae drasticamente con i cambiamenti di temperatura, ma è un cattivo conduttore termico. Ciò significa che il calore generato durante il taglio rimane concentrato sull'utensile, causando il rigonfiamento del materiale e portando a imprecisioni dimensionali.
Morbidezza e Mancanza di Rigidità
Il materiale è intrinsecamente morbido e flessibile. Una pressione di serraggio eccessiva in una morsa deformerà il pezzo, e un utensile da taglio smussato spingerà o strapperà il materiale anziché tagliarlo nettamente.
Accumulo di Calore per Attrito
Sebbene sia noto per il suo basso coefficiente di attrito nelle applicazioni scorrevoli, il processo di taglio stesso può generare un calore significativo. Questo calore può superare rapidamente il basso punto di fusione del PTFE, facendolo impastare sull'utensile e rovinando la finitura superficiale.
Selezione degli Utensili da Taglio Ottimali
La selezione dell'utensile è una risposta diretta alle sfide sopra menzionate. Ogni scelta è fatta per ridurre le forze e gestire il calore.
Materiale dell'Utensile: Metallo Duro vs. HSS
Sia il metallo duro non rivestito che l'acciaio super rapido (HSS) sono scelte eccellenti. Il metallo duro offre una resistenza all'usura superiore, rendendolo ideale per cicli di produzione più lunghi, mentre l'HSS è anch'esso altamente efficace. Alcuni meccanici utilizzano anche utensili con punta in Stellite per la loro eccezionale resistenza all'usura.
Il Ruolo Critico dell'Affilatura
Un tagliente affilato come un rasoio è il fattore più importante. Un utensile affilato taglia nettamente le fibre di PTFE con una pressione minima, riducendo significativamente sia la generazione di calore che la deformazione del materiale. Gli utensili devono essere riaffilati regolarmente per mantenere questo tagliente.
Geometria dell'Utensile: Rake Positivo e Lati Lucidati
Gli utensili con un angolo di spoglia superiore positivo (spesso tra 0 e 15 gradi) sono altamente raccomandati. Questa geometria aiuta a curvare il truciolo lontano dal pezzo e riduce le forze di taglio necessarie. Inoltre, i lati lucidati sull'utensile riducono ulteriormente l'attrito, contribuendo a un taglio più netto.
Perché gli Utensili Non Rivestiti Sono Essenziali
Questo è spesso controintuitivo per i meccanici abituati agli utensili rivestiti moderni. Rivestimenti come il Nitruro di Titanio (TiN) possono effettivamente aumentare l'attrito durante il taglio del PTFE, portando a un maggiore accumulo di calore. Un utensile non rivestito e lucidato fornisce l'attrito più basso e il taglio più fresco.
Oltre l'Utensile: Parametri di Lavorazione Essenziali
L'utensile giusto è efficace solo se abbinato al processo giusto. Anche le impostazioni della macchina devono essere ottimizzate per il PTFE.
Velocità, Avanzamenti e Profondità di Taglio
L'obiettivo è rimuovere il materiale in modo efficiente senza lasciare che l'utensile "sosti" e generi calore. Ciò si ottiene spesso con alte velocità di taglio (200–500 m/min) abbinate ad alti avanzamenti (0,1–0,2 mm/giro). Anche una bassa profondità di taglio (0,5–1,5 mm) è cruciale per minimizzare lo stress sul materiale.
L'Importanza del Refrigerante
L'uso di un sistema di refrigerazione è altamente consigliato. Un flusso costante di refrigerante aiuta a dissipare il calore nel punto di taglio, stabilizzando la temperatura del materiale e prevenendo la dilatazione termica che rovina le tolleranze.
Pressione di Serraggio
Utilizzare sempre la pressione di serraggio minima necessaria per tenere saldamente il pezzo. Serrare eccessivamente la morsa comprimerà il PTFE morbido, causando un pezzo finito fuori specifica una volta rilasciato e rilassato.
Errori Comuni da Evitare
Gli errori nella lavorazione del PTFE sono comuni perché il suo comportamento è molto diverso da quello di altri materiali. Evitare queste insidie è fondamentale per il successo.
Ignorare l'Affilatura dell'Utensile
Il fallimento più comune è l'uso di un utensile anche leggermente smussato. Un utensile smussato inizia immediatamente a spingere e fondere il materiale anziché tagliarlo, con conseguente scarsa finitura superficiale e dimensioni errate.
Fissaggio Improprio del Pezzo
Non tenere conto della morbidezza del PTFE durante l'impostazione è un errore frequente. Spesso sono necessarie maschere personalizzate o ganasce morbide che distribuiscano la forza di serraggio per evitare di deformare il materiale grezzo.
Ignorare la Dilatazione Termica
Un pezzo misurato come perfettamente a norma mentre è ancora caldo dalla lavorazione risulterà sottodimensionato una volta raffreddato a temperatura ambiente. Questo effetto deve essere previsto e compensato.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua attrezzatura e il tuo processo dovrebbero essere allineati con i requisiti specifici del tuo progetto.
- Se la tua priorità principale è l'alta precisione e le tolleranze ristrette: Dai la precedenza a utensili in metallo duro non rivestiti eccezionalmente affilati e utilizza un sistema di refrigerazione a inondazione per gestire meticolosamente la dilatazione termica.
- Se la tua priorità principale è la produzione ad alto volume: Investi in utensili in metallo duro o con punta in Stellite per la loro superiore resistenza all'usura e stabilisci un rigoroso programma di riaffilatura per mantenere una qualità costante.
- Se stai eseguendo operazioni secondarie come foratura o maschiatura: Utilizza alti avanzamenti e cicli di foratura a intermittenza (peck drilling) per evacuare efficacemente i trucioli e impedire che si fondano e si blocchino nel foro.
In definitiva, il successo nella lavorazione del PTFE deriva dal rispetto delle sue proprietà uniche e dalla scelta di utensili e tecniche che privilegiano la finezza rispetto alla forza.
Tabella Riassuntiva:
| Materiale dell'Utensile | Caratteristica Chiave | Beneficio Principale |
|---|---|---|
| Metallo Duro Non Rivestito | Tagliente affilato come un rasoio | Resistenza all'usura superiore per cicli lunghi |
| Acciaio Super Rapido (HSS) | Rake positivo e lucidato | Taglio netto con attrito minimo |
| Punta in Stellite | Affilatura eccezionale | Ideale per la produzione ad alto volume |
Stai riscontrando problemi nella lavorazione del PTFE come deformazione da calore o scarsa finitura superficiale? KINTEK è specializzata nella produzione di componenti PTFE di precisione (guarnizioni, rivestimenti, vetreria da laboratorio e altro) per i settori dei semiconduttori, medicale, di laboratorio e industriale. La nostra esperienza nella fabbricazione personalizzata, dai prototipi agli ordini ad alto volume, garantisce che i vostri pezzi siano lavorati correttamente fin dall'inizio, risparmiandovi tempo e materiale. Contatta oggi i nostri esperti per discutere le esigenze del tuo progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
- Paletta Raschiatrice in PTFE Personalizzata e Cucchiaio Campionatore Doppio Uso Strumento in Fluoropolimero Bianco Resistente alla Corrosione a Basso Fondo
- Tagliamembrane Quadrato e Dispositivo di Aliquotazione Filtri in PTFE ad Alta Purezza per Analisi in Traccia e Applicazioni in Laboratorio in Camera Bianca
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Taglierina per membrane filtranti circolari in PTFE ad alta purezza con lama in ceramica per analisi in traccia e preparazione di campioni per laboratori CDC
Domande frequenti
- Qual è il range di stabilità termica per le membrane filtranti in PTFE? Masterizza gli estremi da -200°C a +260°C
- Qual è la resistenza alla temperatura dei filtri in PTFE? Stabilità termica senza pari da -200°C a +260°C
- Quali sono le caratteristiche strutturali e i principi di produzione delle membrane filtranti in politetrafluoroetilene (PTFE)?
- In che modo l'idrofobicità intrinseca delle membrane filtranti in PTFE influisce sulla separazione tra liquidi e gas? Ottimizzare le prestazioni
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari



















