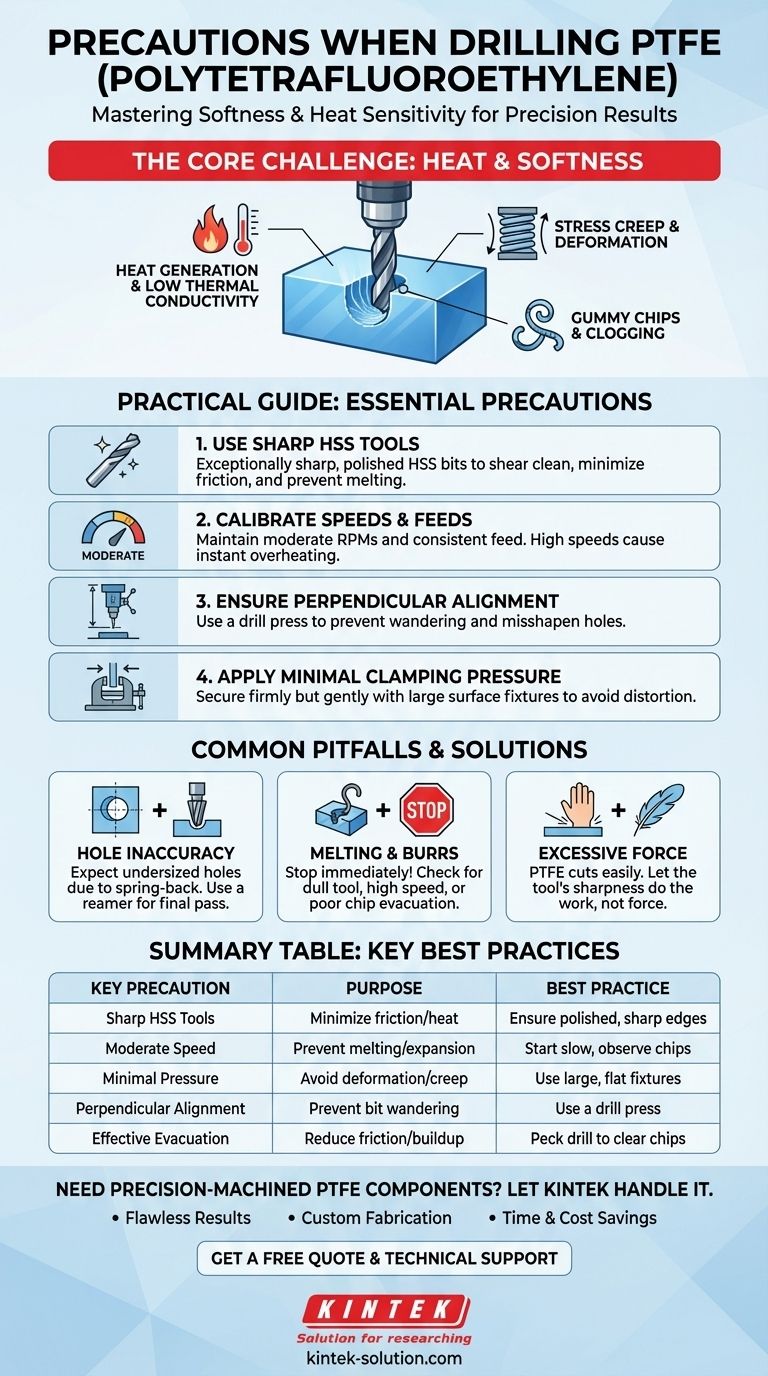
Quando si fora il politetrafluoroetilene (PTFE), le precauzioni più critiche sono l'utilizzo di utensili eccezionalmente affilati, il mantenimento di velocità di taglio moderate per prevenire la fusione e l'applicazione di una pressione di serraggio minima per evitare la deformazione del materiale. Questi passaggi sono essenziali per gestire la combinazione unica di morbidezza, bassa conducibilità termica e alta espansione termica del PTFE, che lo rendono incline all'imprecisione se lavorato in modo improprio.
La sfida principale con il PTFE non è la sua durezza, ma la sua intrinseca morbidezza e sensibilità al calore. La foratura di successo dipende interamente dalla minimizzazione della generazione di calore e dello stress fisico sul materiale.

Comprendere le Sfide Uniche di Lavorazione del PTFE
Per forare il PTFE con precisione, è necessario prima comprendere perché si comporta in modo diverso rispetto ai metalli o persino ad altre plastiche. Le sue proprietà richiedono un approccio specifico che dia priorità alla finezza rispetto alla forza.
Il Problema della Morbidezza e del Creep da Stress
Il PTFE è un materiale incredibilmente morbido che può essere facilmente compresso o deformato. L'applicazione di una pressione eccessiva da parte di morsetti o morse distorcerà il pezzo in lavorazione.
Questa proprietà, nota come creep da stress, significa che il materiale si deformerà lentamente sotto un carico costante. Quando la pressione viene rilasciata dopo la foratura, il materiale può "rimbalzare", spesso risultando in un foro più piccolo della punta da trapano utilizzata per crearlo.
L'Impatto dell'Alta Espansione Termica
Il PTFE ha un coefficiente di espansione termica molto elevato e non conduce bene il calore. L'attrito causato da una punta da trapano smussata o da una velocità eccessiva genera calore che rimane intrappolato nel punto di taglio.
Questo calore localizzato fa espandere significativamente il materiale, portando a una dimensione del foro imprecisa. Nei casi più gravi, può causare la fusione del PTFE e la sua saldatura alla punta da trapano, rovinando sia l'utensile che il pezzo in lavorazione.
La Sfida dell'Evacuazione dei Trucioli
Poiché il PTFE è così morbido, produce trucioli lunghi, filamentosi o gommosi piuttosto che i trucioli fragili visti con plastiche più dure.
Questi trucioli possono facilmente avvolgersi attorno alla punta da trapano e intasare le scanalature. Le scanalature intasate impediscono un taglio efficace, aumentano drasticamente l'attrito e portano all'accumulo di calore discusso sopra.
Una Guida Pratica alla Foratura del PTFE
Con una chiara comprensione delle proprietà del materiale, è possibile adottare tecniche specifiche per garantire un risultato pulito e preciso.
La Scelta dell'Utensile è Fondamentale
Il tuo strumento principale dovrebbe essere una punta da trapano in acciaio super rapido (HSS). Deve essere estremamente affilata con una superficie lucidata. Un bordo affilato e lucidato taglia il materiale in modo netto anziché spingerlo, il che minimizza l'attrito e il calore.
Calibrare Velocità e Avanzamenti
Utilizzare velocità di taglio moderate e un avanzamento costante. Gli alti regimi (RPM) sono la causa più comune di fallimento, poiché generano istantaneamente calore eccessivo. Iniziare lentamente e osservare la formazione dei trucioli; si cerca un ricciolo pulito, non un pasticcio fuso.
Assicurare l'Allineamento Perpendicolare
Assicurarsi sempre che la punta sia perfettamente perpendicolare al pezzo in lavorazione. Poiché il PTFE è così morbido, qualsiasi pressione fuori asse farà "deragliare" o vagare la punta da trapano, con conseguente foro di forma irregolare o fuori posizione. Si raccomanda vivamente l'uso di una trapano a colonna rispetto a un trapano a mano.
Applicare una Pressione di Serraggio Minima
Fissare la parte in PTFE senza comprimerla. Utilizzare fissaggi con superfici ampie e piatte per distribuire uniformemente la forza di serraggio. L'obiettivo è tenere la parte abbastanza saldamente da prevenire il movimento, ma abbastanza delicatamente da evitare qualsiasi distorsione.
Errori Comuni e Come Evitarli
Anche con l'approccio giusto, diversi errori comuni possono compromettere la qualità del tuo lavoro. Esserne consapevoli è il primo passo per evitarli.
Evitare l'Imprecisione del Foro
Non dare per scontato che una punta da trapano da 1/4" produrrà un foro da 1/4". A causa del ritorno elastico del materiale e degli effetti termici, il foro finale è spesso leggermente sottodimensionato. Se sono necessarie tolleranze strette, prevedere di forare leggermente sottodimensionato e quindi utilizzare un alesatore affilato per la passata finale.
Prevenire la Fusione e le Bave
Se si nota qualsiasi segno di fusione o bave significative attorno al bordo del foro, interrompere immediatamente. Questo è un chiaro segno che la punta è smussata, la velocità è troppo alta o i trucioli non vengono evacuati correttamente.
Rispettare la Morbidezza del Materiale
Il PTFE richiede pochissima forza per essere tagliato. Se si sente la necessità di spingere la punta attraverso il materiale, c'è qualcosa che non va. Lascia che sia l'affilatura dell'utensile a fare il lavoro.
Come Applicare Questo al Tuo Progetto
Il tuo approccio specifico dovrebbe essere guidato dall'obiettivo principale del tuo progetto.
- Se il tuo obiettivo principale è l'accuratezza dimensionale: Dai priorità a una punta da trapano HSS nuova di zecca e affilata, usa RPM molto lenti e prevedi un passaggio finale di alesatura per ottenere la dimensione esatta.
- Se il tuo obiettivo principale è una finitura pulita: Concentrati sull'assicurare una costante evacuazione dei trucioli forando a intermittenza (forando una breve distanza, quindi ritraendo per liberare i trucioli) e utilizzando un utensile lucidato.
- Se sei nuovo alla lavorazione del PTFE: Esercitati prima su un pezzo di scarto per trovare la velocità ottimale che produce un truciolo pulito senza alcun segno di fusione.
Lavorando con le proprietà uniche del PTFE invece che contro di esse, è possibile ottenere risultati precisi e puliti con costanza.
Tabella Riassuntiva:
| Precauzione Chiave | Scopo | Pratica Migliore |
|---|---|---|
| Usare Punte HSS Affilate | Minimizzare l'attrito e la generazione di calore | Assicurare bordi affilati e lucidati per un taglio netto |
| Velocità di Taglio Moderata | Prevenire la fusione del PTFE e l'espansione termica | Iniziare lentamente, osservare la formazione dei trucioli |
| Pressione di Serraggio Minima | Evitare la deformazione del materiale e il creep da stress | Utilizzare fissaggi con superfici ampie e piatte |
| Assicurare l'Allineamento Perpendicolare | Prevenire la deviazione della punta da trapano | Usare una trapano a colonna per la precisione |
| Evacuazione Efficace dei Trucioli | Ridurre l'attrito e l'accumulo di calore | Forare a intermittenza per liberare i trucioli filamentosi |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione? Lascia che se ne Occupi KINTEK.
Forare il PTFE internamente può essere impegnativo e rischioso per i tuoi preziosi progetti. Perché non sfruttare la nostra esperienza? KINTEK è specializzata nella produzione di componenti in PTFE ad alta precisione—inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata—per i settori dei semiconduttori, medico, di laboratorio e industriale.
Garantiamo:
- Risultati Impeccabili: Le nostre tecniche avanzate prevengono problemi comuni come fusione, bave e imprecisioni dimensionali.
- Fabbricazione su Misura: Dai prototipi agli ordini ad alto volume, forniamo componenti su misura secondo le tue esatte specifiche.
- Risparmio di Tempo e Costi: Evita la lavorazione per tentativi ed errori e concentrati sul tuo lavoro principale.
Contattaci oggi stesso per una consulenza e lascia che ti forniamo parti in PTFE lavorate in modo affidabile che soddisfino i tuoi standard più elevati.
Ottieni un Preventivo Gratuito e Supporto Tecnico
Guida Visiva
Prodotti correlati
- Imbuto separatore a goccia a pressione costante in PTFE personalizzato, materiale resistente alla corrosione, strumentazione per laboratorio a basso background per analisi in traccia
- Campionatore di solidi in PTFE personalizzato ad alta purezza per estrazione di laboratorio e analisi chimica Sonda di campionamento in politetrafluoroetilene con lunghezza personalizzabile
- Imbuto di gocciolamento a pressione costante in PTFE (Politetrafluoroetilene) personalizzato, gruppo di controllo del fluido resistente alla corrosione compatibile con tappi di conversione
- Pala Agitatrice in PTFE Resistente alla Corrosione e Disco di Dispersione in Politetrafluoroetilene Personalizzabile
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
Domande frequenti
- Quali tipi di prodotti sono correlati ai setti per spazio di testa? Componenti essenziali per analisi a tenuta stagna
- Come si confrontano i costi dei setti in PTFE e silicone? Comprendere il valore oltre il prezzo
- Quali sono i limiti dei setti in PTFE/silicone per quanto riguarda la temperatura? Fattori chiave per l'integrità analitica
- Quali sono le considerazioni importanti durante la foratura del PTFE? Ottenere fori puliti e precisi nei polimeri morbidi
- Quali sono le applicazioni della dispersione di PTFE? Una guida ai rivestimenti antiaderenti, resistenti agli agenti chimici e altro ancora



















