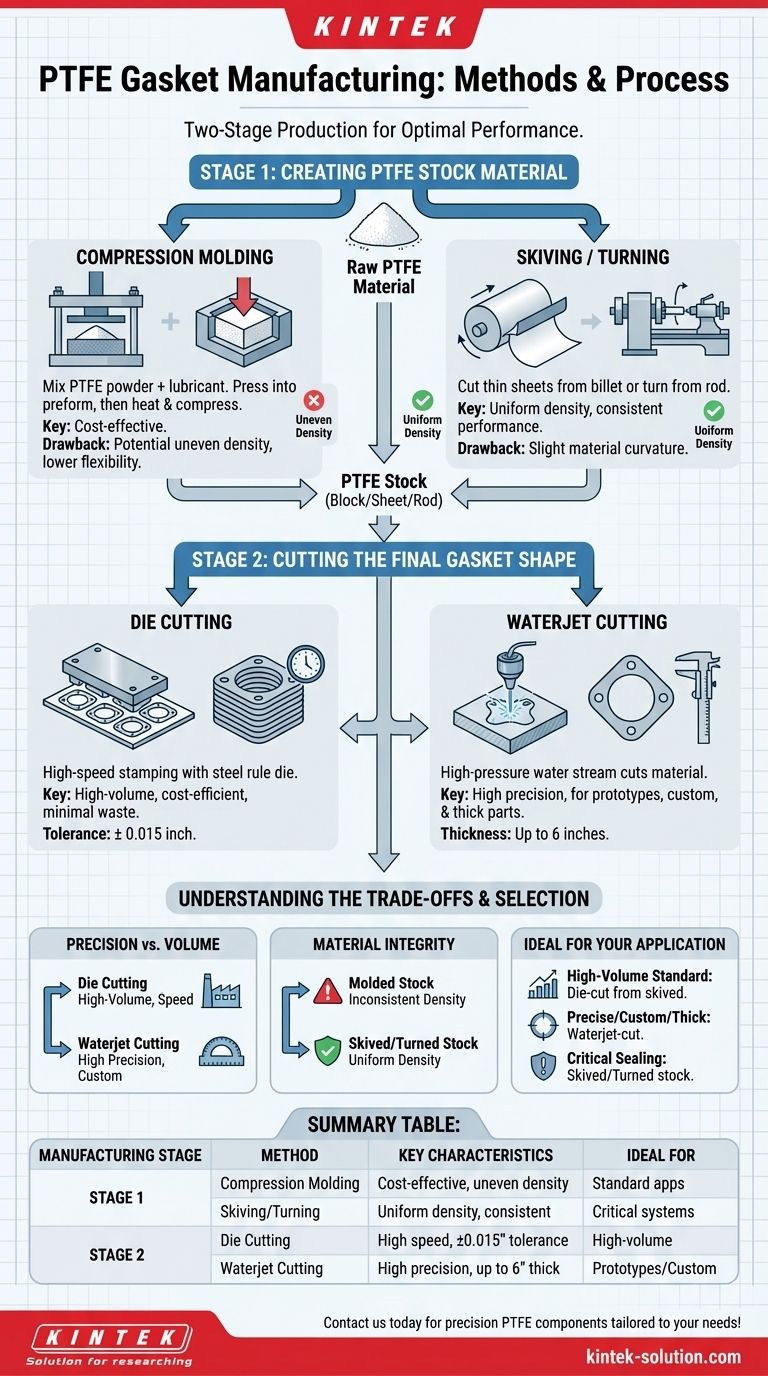
Le guarnizioni in PTFE sono prodotte attraverso due percorsi principali: in primo luogo, formando la materia prima in forme semilavorate e, in secondo luogo, tagliando tali forme nel profilo finale della guarnizione. Il materiale iniziale è creato tramite stampaggio a compressione o sfogliatura/tornitura, mentre il taglio finale è tipicamente eseguito con taglio fustellato o taglio a getto d'acqua. Ogni fase di questo processo influenza la qualità e le prestazioni finali della guarnizione.
Il metodo di produzione influisce direttamente sulle proprietà finali di una guarnizione in PTFE, come la sua densità, flessibilità e precisione dimensionale. Mentre lo stampaggio e la sfogliatura creano il materiale grezzo in PTFE, la scelta tra taglio fustellato e taglio a getto d'acqua determina la precisione della guarnizione finale per un'applicazione specifica.

Il Processo di Produzione a Due Fasi
Comprendere la produzione di guarnizioni in PTFE è meglio suddiviso in due fasi distinte. La prima fase prevede la creazione del materiale grezzo, e la seconda la fabbricazione del pezzo finale da quel materiale.
Fase 1: Creazione del Materiale Semilavorato in PTFE
Prima che una guarnizione possa essere tagliata, deve essere prodotto un blocco, un foglio o un tondo solido di politetrafluoroetilene (PTFE). I due metodi comuni per questo hanno implicazioni diverse per la struttura interna del materiale.
Il Metodo dello Stampaggio a Compressione
Lo stampaggio a compressione inizia mescolando la polvere di PTFE con un lubrificante. Questa miscela viene quindi pressata in una forma preliminare, chiamata preforma, prima di essere riscaldata e compressa nella sua forma semilavorata finale.
Tuttavia, lo stampaggio può talvolta comportare una densità non uniforme e una scarsa flessibilità nel materiale finale.
Il Metodo della Sfogliatura o Tornitura
Questo metodo prevede il taglio o la "sfogliatura" di fogli sottili da un blocco più grande o la tornitura di guarnizioni da un tondo solido di PTFE. Questo processo generalmente produce una densità del materiale più uniforme e costante.
Lo svantaggio principale è che le guarnizioni prodotte in questo modo possono presentare una leggera curvatura dovuta alla tecnologia di lavorazione, il che può talvolta complicare l'installazione.
Fase 2: Taglio della Forma Finale della Guarnizione
Una volta che il materiale semilavorato in PTFE è pronto, deve essere tagliato nelle dimensioni precise della guarnizione finale. È qui che la precisione e la velocità diventano fattori critici.
Taglio Fustellato (Die Cutting)
Il taglio fustellato è un processo ad alta velocità che utilizza una fustella in acciaio speciale per stampare le guarnizioni, in modo simile a un tagliabiscotti. È altamente efficiente per produrre forme esatte e complesse con uno spreco minimo di materiale.
Questo metodo è noto per le sue alte velocità di taglio e può raggiungere tolleranze precise di circa ± 0,015 pollici.
Taglio a Getto d'Acqua (Waterjet Cutting)
Il taglio a getto d'acqua utilizza un flusso d'acqua ad alta pressione per tagliare il materiale in PTFE. Questo metodo offre precisione, posizionamento e ripetibilità eccezionali.
È particolarmente efficace per materiali più spessi, in grado di tagliare PTFE fino a 6 pollici di spessore, con tolleranze che variano in base alle dimensioni e allo spessore del materiale.
Comprendere i Compromessi
La scelta del metodo di produzione non è arbitraria; comporta un equilibrio tra costo, precisione e integrità del materiale che influisce direttamente sulle prestazioni della guarnizione nel suo ambiente previsto.
Precisione vs. Volume
Il taglio fustellato è ideale per cicli di produzione ad alto volume in cui la velocità e l'efficienza dei costi sono fondamentali. Produce costantemente grandi quantità di pezzi identici.
Il taglio a getto d'acqua è la scelta migliore per prototipi, design personalizzati o applicazioni che richiedono il massimo livello di precisione, specialmente per guarnizioni molto spesse o complesse.
Integrità e Prestazioni del Materiale
Una guarnizione realizzata con materiale stampato può avere una densità incoerente, che potrebbe potenzialmente compromettere la sua capacità di creare una tenuta perfetta sotto pressione.
Una guarnizione realizzata con materiale sfogliato o tornito avrà una densità più uniforme, portando a prestazioni di tenuta più prevedibili, anche se gli installatori potrebbero dover tenere conto di una leggera curvatura del materiale.
Perché è Importante per la Tua Applicazione
Sebbene tutte le guarnizioni in PTFE vergine condividano proprietà fondamentali come un'eccezionale resistenza chimica e un ampio intervallo di temperatura (da -200°C a 260°C), il processo di produzione ne affina l'idoneità meccanica. Una guarnizione prodotta in modo errato può non sigillare efficacemente, anche se il materiale di base è corretto.
Selezione della Guarnizione Giusta per la Tua Applicazione
La tua scelta finale dovrebbe allinearsi con le esigenze specifiche del tuo progetto in termini di precisione, volume e prestazioni.
- Se la tua priorità principale è la produzione ad alto volume di guarnizioni standard: una guarnizione tagliata a fustella da fogli di PTFE sfogliati offre un equilibrio economicamente vantaggioso tra velocità e consistenza del materiale.
- Se la tua priorità principale è una guarnizione precisa, personalizzata o spessa: una guarnizione tagliata a getto d'acqua è la scelta migliore, fornendo la massima accuratezza dimensionale per applicazioni di tenuta critiche.
- Se la tua priorità principale è una tenuta affidabile in un sistema critico: specifica una guarnizione realizzata con materiale sfogliato/tornito per la sua densità uniforme e le prestazioni prevedibili.
Comprendere come viene realizzata una guarnizione in PTFE è il primo passo per assicurarsi che fornisca la tenuta affidabile e duratura di cui il tuo sistema ha bisogno.
Tabella Riassuntiva:
| Fase di Produzione | Metodo | Caratteristiche Chiave | Ideale Per |
|---|---|---|---|
| Fase 1: Creazione del Materiale Semilavorato in PTFE | Stampaggio a Compressione | Economico; potenziale per densità non uniforme | Applicazioni standard |
| Sfogliatura/Tornitura | Densità uniforme; prestazioni costanti | Sistemi di tenuta critici | |
| Fase 2: Taglio della Forma della Guarnizione | Taglio Fustellato | Alta velocità (tolleranza ± 0,015"); spreco minimo | Produzione ad alto volume |
| Taglio a Getto d'Acqua | Alta precisione; gestisce materiali spessi (fino a 6") | Prototipi, guarnizioni personalizzate o spesse |
Hai bisogno di una guarnizione in PTFE che si adatti perfettamente alla tua applicazione?
In KINTEK, siamo specializzati nella produzione di componenti in PTFE ad alte prestazioni—inclusi sigilli, rivestimenti e vetreria da laboratorio—per i settori dei semiconduttori, medicale, di laboratorio e industriale. Sia che tu richieda una produzione ad alto volume di guarnizioni tagliate a fustella o una soluzione personalizzata tagliata a getto d'acqua per una tenuta critica, la nostra produzione di precisione e i servizi di fabbricazione personalizzata (dai prototipi agli ordini ad alto volume) ti assicurano di ottenere una guarnizione con la giusta densità, flessibilità e accuratezza dimensionale per prestazioni affidabili.
Contattaci oggi tramite il nostro [#ContactForm] per discutere il tuo progetto e ricevere un preventivo su misura per le tue esigenze!
Guida Visiva
Prodotti correlati
- Guarnizioni Isolanti in PTFE Antistatiche Resistenti alle Alte Temperature Ignifughe e Anticorrosione Industriali Personalizzabili
- Guarnizioni Isolanti PTFE Personalizzate, Guarnizioni in Teflon Resistenti alla Corrosione, Componenti in Plastica Ingegneristica su Misura
- Guarnizioni isolanti personalizzate in PTFE e guarnizioni in fluoropolimero resistenti alla corrosione per applicazioni elettriche industriali
- Supporto personalizzato in PTFE resistente agli acidi con più fori per sistemi di assorbimento idrogeno in PFA
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
Domande frequenti
- Quali sono le applicazioni migliori per le guarnizioni standard in PTFE? Ideali per la sigillatura chimica e ad alta temperatura
- Come è comunemente noto il PTFE e perché viene utilizzato per le guarnizioni? | Superior Sealing Solutions
- Perché le guarnizioni in PTFE hanno una lunga durata di esercizio? Ottieni una durata di tenuta senza pari e risparmi sui costi
- Quali sono le proprietà chiave del PTFE che lo rendono adatto per guarnizioni e sigilli? Sblocca prestazioni di tenuta superiori
- Cosa rende le guarnizioni in PTFE resistenti al calore e agli agenti chimici? Il segreto molecolare per prestazioni senza pari



















