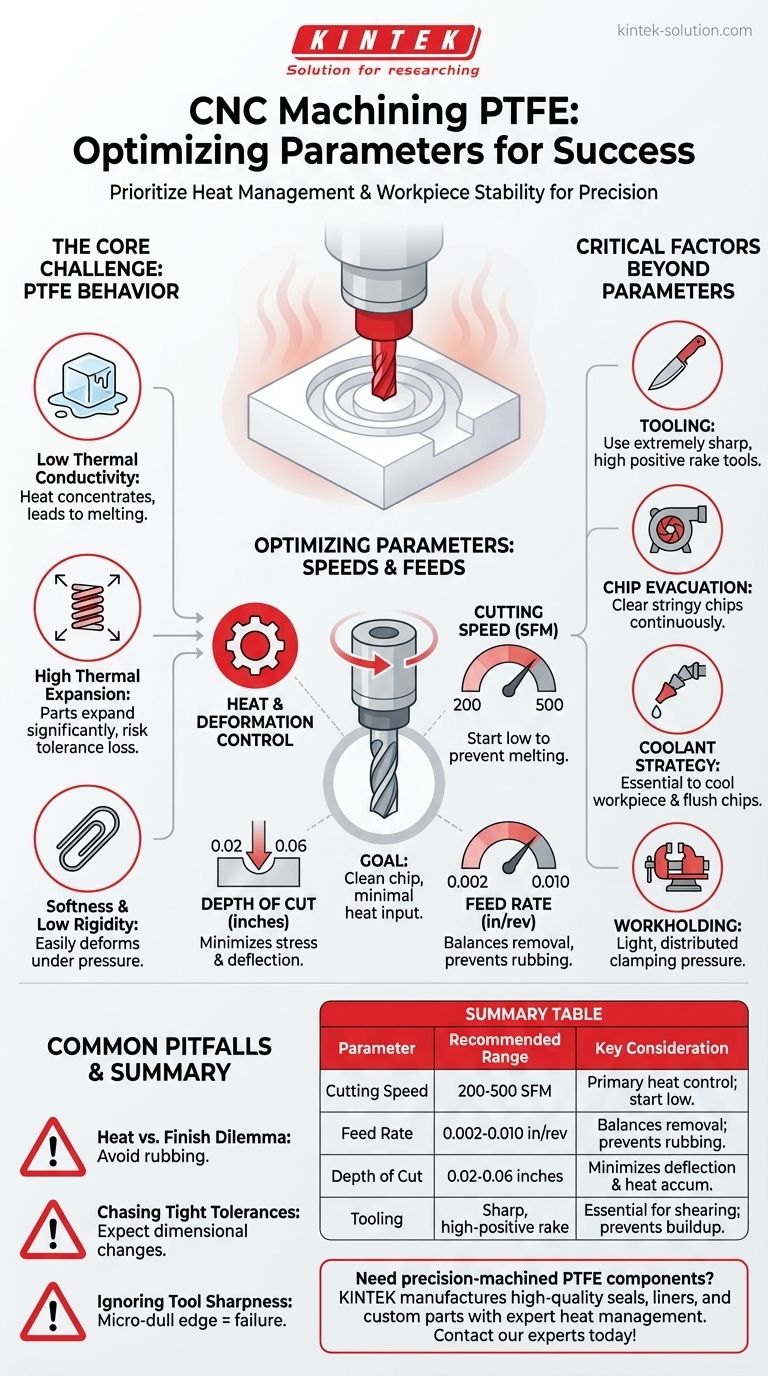
Per lavorare con successo il politetrafluoroetilene (PTFE), è necessario dare priorità alla gestione del calore e alla stabilità del pezzo rispetto alla rimozione aggressiva del materiale. I parametri iniziali raccomandati sono una velocità di taglio compresa tra 200 e 500 piedi superficiali al minuto (SFM), una velocità di avanzamento di 0,002-0,010 pollici per giro e una profondità di passata ridotta tra 0,02 e 0,06 pollici.
La sfida centrale nella lavorazione del PTFE non è la sua durezza, ma la sua combinazione unica di morbidezza, bassa conducibilità termica ed elevata dilatazione termica. Il successo dipende interamente da una strategia che minimizzi la generazione di calore e la deformazione fisica in ogni fase del processo.

La Sfida Principale: Comprendere il Comportamento del PTFE
La lavorazione del PTFE è meno una questione di forza bruta e più di finezza. A differenza dei metalli, le proprietà del PTFE creano un insieme unico di sfide che impongono un approccio specifico. Comprendere queste proprietà è la chiave per ottenere pezzi accurati e di alta qualità.
Morbidezza e Bassa Rigidità
Il PTFE è un materiale morbido che può deformarsi facilmente sotto pressione. Un serraggio aggressivo o una pressione eccessiva dell'utensile comprimeranno o distorceranno il pezzo, rendendo impossibile mantenere tolleranze strette.
Bassa Conducibilità Termica
Questa è la proprietà più critica da gestire. Il PTFE non dissipa bene il calore. Qualsiasi calore generato dall'attrito sul tagliente si concentrerà in una piccola area, portando rapidamente alla fusione piuttosto che a un taglio netto.
Elevata Dilatazione Termica
Quando il PTFE si riscalda, si espande in modo significativamente maggiore rispetto ai metalli. Anche un leggero aumento di temperatura può far sì che il pezzo esca dalle tolleranze, per poi restringersi una volta raffreddato, con conseguente caratteristica sottodimensionata.
Ottimizzazione dei Parametri di Lavorazione
Le velocità e gli avanzamenti devono essere impostati con l'esplicito scopo di controllare i fattori sopra elencati. L'obiettivo è creare un truciolo pulito con un apporto di calore minimo.
Velocità di Taglio: Il Controllo Primario del Calore
La velocità di taglio è direttamente correlata al calore da attrito. Sebbene alcune fonti suggeriscano velocità più elevate, si consiglia un punto di partenza conservativo di 200-500 SFM per prevenire la fusione e l'accumulo di materiale sull'utensile.
Iniziare sempre dalla parte bassa dell'intervallo e osservare il taglio. Se si notano segni di fusione o una consistenza "gommosa", ridurre immediatamente la velocità.
Velocità di Avanzamento: Bilanciare Rimozione e Finitura
Una velocità di avanzamento di 0,002-0,010 pollici per giro (o 0,1–0,2 mm/giro) trova il giusto equilibrio. Una velocità di avanzamento troppo bassa farà sì che l'utensile sfreghi invece di tagliare, generando calore in eccesso.
Una velocità di avanzamento moderatamente alta all'interno di questo intervallo produce un truciolo più spesso che aiuta a dissipare il calore dal pezzo, risultando in un taglio più pulito e più freddo.
Profondità di Passata: Ridurre al Minimo lo Stress
Mantenere la profondità di passata ridotta, tipicamente tra 0,02 e 0,06 pollici (0,5–1,5 mm). Una profondità minore riduce la forza di taglio, diminuendo il rischio di deflessione del pezzo e di accumulo di calore. Questo è fondamentale per mantenere l'accuratezza e ottenere una buona finitura superficiale.
Fattori Critici Oltre a Velocità e Avanzamenti
Ottenere successo con il PTFE richiede di guardare oltre i parametri di base. La vostra attrezzatura, la strategia di refrigerazione e il fissaggio del pezzo sono altrettanto importanti.
L'Attrezzatura è Non Negoziabile
Utilizzare utensili da taglio estremamente affilati, preferibilmente progettati per plastiche o alluminio. Un angolo di spoglia positivo elevato e scanalature lucidate produrranno un'azione di taglio e aiuteranno a prevenire l'adesione dei trucioli. Un utensile smussato arerà e sfregherà il materiale, garantendo il fallimento.
Evacuazione Efficace dei Trucioli
Il PTFE produce trucioli lunghi e filamentosi (trucioli) che possono avvolgersi attorno all'utensile e al pezzo, causando accumulo di calore e rovinando la finitura superficiale. Assicurarsi che ci sia un adeguato spazio libero dell'utensile e considerare l'uso di aria o refrigerante diretti per allontanare continuamente i trucioli dalla zona di taglio.
Strategia di Refrigerazione
Per qualsiasi operazione che generi calore significativo, un sistema di refrigerazione è essenziale. Lo scopo principale del refrigerante è raffreddare il pezzo e spazzare via i trucioli. Il refrigerante a inondazione standard funziona bene a questo scopo.
Fissaggio del Pezzo e Pressione di Serraggio
Applicare solo la pressione di serraggio sufficiente per tenere saldamente il pezzo. Utilizzare ganasce morbide o distribuire la forza di serraggio su un'area più ampia per evitare di distorcere il materiale grezzo prima ancora di iniziare la lavorazione.
Comprendere le Insidie Comuni
Anche con i parametri giusti, alcune sfide sono intrinseche al lavoro con il PTFE. Essere consapevoli di esse consente di anticipare e mitigare i potenziali problemi.
Il Dilemma Calore vs. Finitura
Mentre le alte velocità generano calore, andare troppo lentamente con un avanzamento basso può far sì che l'utensile sfreghi semplicemente contro il materiale. Questa azione di brunimento crea anch'essa calore significativo e si traduce in una scarsa finitura superficiale. È necessario trovare il punto ottimale in cui l'utensile sta costantemente formando un truciolo.
Inseguire Tolleranze Strette
La resilienza e la dilatazione termica del PTFE rendono il mantenimento di tolleranze estremamente strette (ad esempio, +/- 0,002 pollici) un compito per macchinisti esperti. Prevedere alcuni cambiamenti dimensionali man mano che il pezzo si raffredda a temperatura ambiente. Misurare sempre i pezzi dopo che si sono stabilizzati.
Ignorare l'Affilatura dell'Utensile
Questo è l'errore più comune. Un tagliente che sembra abbastanza affilato per l'alluminio potrebbe non essere abbastanza affilato per il PTFE. Un bordo microscopicamente smussato inizierà immediatamente a sfregare e fondere il materiale. In caso di dubbio, utilizzare un utensile nuovo e affilato.
Come Applicare Questo al Vostro Progetto
I vostri parametri specifici saranno una funzione del vostro obiettivo principale. Utilizzare queste raccomandazioni come punto di partenza e regolare in base all'osservazione.
- Se il vostro obiettivo principale è l'accuratezza dimensionale: Dare priorità a basse velocità di taglio, profondità di passata ridotte e raffreddamento costante per gestire la dilatazione termica.
- Se il vostro obiettivo principale è la finitura superficiale: Utilizzare utensili estremamente affilati e lucidati con un angolo di spoglia positivo elevato e assicurarsi che la velocità di avanzamento sia sufficiente per tagliare in modo pulito senza sfregare.
- Se il vostro obiettivo principale è la rapida rimozione del materiale (sgrossatura): Utilizzare l'estremità superiore dell'intervallo di velocità di avanzamento e profondità di passata raccomandati, ma mantenere moderate le velocità di taglio e garantire un'eccellente evacuazione dei trucioli.
Gestendo il calore e la deformazione come priorità assolute, è possibile lavorare il PTFE con risultati prevedibili e di alta qualità.
Tabella Riassuntiva:
| Parametro | Intervallo Raccomandato | Considerazione Chiave |
|---|---|---|
| Velocità di Taglio | 200-500 SFM | Controllo primario del calore da attrito; iniziare da un valore basso per prevenire la fusione. |
| Velocità di Avanzamento | 0,002-0,010 poll./giro | Bilancia la rimozione del materiale e la finitura; previene lo sfregamento. |
| Profondità di Passata | 0,02-0,06 pollici | Minimizza la deflessione del pezzo e l'accumulo di calore. |
| Attrezzatura | Affilata, spoglia positiva elevata | Essenziale per un taglio netto di truciolatura; previene l'accumulo di materiale. |
Avete bisogno di componenti in PTFE lavorati di precisione? La lavorazione del PTFE richiede competenze specializzate per gestire le sue proprietà uniche come la bassa conducibilità termica e l'elevata espansione. KINTEK produce guarnizioni, rivestimenti, vetreria da laboratorio e componenti personalizzati in PTFE di alta qualità per i settori dei semiconduttori, medico, di laboratorio e industriale. Diamo priorità alla produzione di precisione, dai prototipi agli ordini ad alto volume, garantendo che i vostri pezzi soddisfino specifiche esatte. Contattate oggi i nostri esperti per discutere il vostro progetto e ottenere un preventivo!
Guida Visiva
Prodotti correlati
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Becher e palloni di grandi dimensioni in PTFE per applicazioni di laboratorio ad alta temperatura e resistente alla corrosione con fabbricazione CNC personalizzata
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Raschietti e pale in PTFE personalizzabili per le applicazioni più esigenti
- Imbuto separatore a pressione costante in PTFE personalizzato, resistente alla corrosione, a basso fondo, per fiaschi PFA
Domande frequenti
- In che modo il PTFE minimizza la contaminazione del campione? Garantire una purezza senza pari per le analisi critiche
- Come si confronta il PTFE con il Polietilene (PE) in termini di resistenza chimica e termica? Scegliere il polimero giusto per condizioni estreme
- Qual è l'intervallo di compatibilità chimica per la vetreria da laboratorio in PTFE? Esplora la resistenza chimica quasi universale.
- Quali sono i vantaggi meccanici e di sicurezza derivanti dall'utilizzo di apparecchiature in PTFE in laboratorio? Migliora Sicurezza & Durata
- Che tipi di prodotti finiti vengono realizzati con il PTFE? Guarnizioni, cuscinetti, vetreria da laboratorio e altro ancora



















