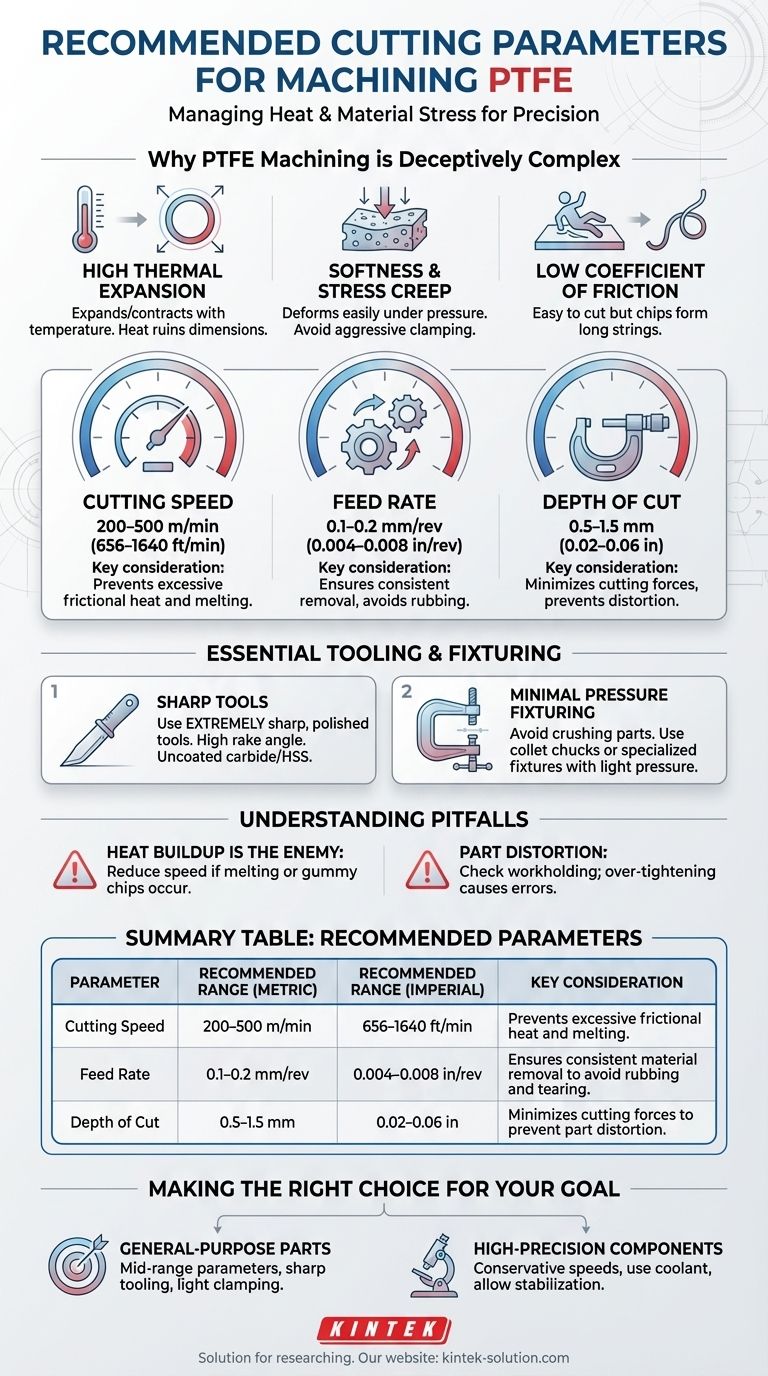
Per la lavorazione del PTFE, i parametri consigliati sono una velocità di taglio di 200–500 m/min (656–1640 piedi/min), un avanzamento di 0,1–0,2 mm/giro (0,004–0,008 pollici/giro) e una profondità di taglio ridotta tra 0,5–1,5 mm (0,02–0,06 pollici). Queste impostazioni sono progettate per gestire la generazione di calore e ridurre al minimo lo stress del materiale, che sono le sfide principali quando si lavora con questo materiale.
La sfida centrale nella lavorazione del PTFE non è il processo di taglio in sé, che è piuttosto facile, ma piuttosto il controllo della risposta del materiale al calore e alla pressione. Il successo dipende meno dal raggiungere numeri esatti e più dalla comprensione di come le proprietà uniche del PTFE, come l'elevata espansione termica e la morbidezza, influiscano sull'accuratezza dimensionale.

Perché la Lavorazione del PTFE è Ingannosamente Complessa
Sebbene la morbidezza e il basso attrito del PTFE lo facciano sembrare semplice da lavorare, le sue caratteristiche intrinseche introducono sfide uniche. Padroneggiare queste proprietà è la chiave per produrre pezzi accurati.
Elevato Coefficiente di Espansione Termica
Il PTFE si espande e si contrae significativamente con i cambiamenti di temperatura. L'attrito del taglio genera calore, che può far espandere il materiale durante l'operazione e farlo contrarre mentre si raffredda, rovinando le dimensioni finali.
Questa proprietà è la ragione principale per utilizzare velocità di taglio moderate e utensili affilati, per minimizzare l'accumulo di calore.
Morbidezza e Scorrimento da Stress (Creep)
Il PTFE è un materiale morbido che può deformarsi o comprimersi facilmente sotto pressione. Un serraggio aggressivo o forze di taglio elevate distorceranno il pezzo, portando a imprecisioni.
Il materiale può anche "scorrere" (creep), ovvero deformarsi lentamente nel tempo quando sottoposto a un carico costante, il che rende il fissaggio sicuro e non dannoso una preoccupazione critica.
Basso Coefficiente di Attrito
Questa nota proprietà rende il PTFE facile da tagliare con una forza minima. Tuttavia, significa anche che i trucioli non si rompono facilmente, formando spesso fili lunghi e continui che possono avvolgersi attorno all'utensile e al pezzo.
I Parametri di Lavorazione Consigliati Spiegati
I parametri standard sono un punto di partenza progettato per bilanciare velocità e qualità mitigando le tendenze naturali del materiale.
Velocità di Taglio: 200–500 m/min (656–1640 piedi/min)
Questo intervallo è abbastanza veloce per una rimozione efficiente del materiale ma abbastanza lento da prevenire un eccessivo calore da attrito. Superare questa velocità rischia di fondere il PTFE, portando a una scarsa finitura superficiale e instabilità dimensionale.
Avanzamento: 0,1–0,2 mm/giro (0,004–0,008 pollici/giro)
Un avanzamento costante e moderato assicura che l'utensile sia costantemente impegnato nel taglio anziché strisciare contro il materiale. Questa rimozione costante previene la generazione di calore non necessaria e lo strappo del materiale.
Profondità di Taglio: 0,5–1,5 mm (0,02–0,06 pollici)
I tagli poco profondi minimizzano le forze di taglio esercitate sul materiale. Ciò è fondamentale per impedire che il morbido PTFE si fletta, si distorca o venga spinto via dall'utensile, compromettendo l'accuratezza.
Attrezzaggio e Fissaggio Essenziali
La tua configurazione è importante quanto i tuoi parametri di taglio. Gli utensili giusti e i metodi di bloccaggio del pezzo non sono negoziabili per ottenere la precisione.
Scelta degli Utensili da Taglio Giusti
Utilizzare sempre utensili da taglio estremamente affilati e lucidati. Gli utensili in metallo duro non rivestito o in acciaio super rapido (HSS) con un angolo di spoglia elevato e un notevole gioco sono ideali.
Un bordo affilato trancia il materiale in modo netto anziché ararlo, il che riduce drasticamente il calore e la pressione di taglio.
Fissaggio con Pressione Minima
Evitare le ganasce standard delle morse che possono schiacciare o deformare il pezzo. Utilizzare fissaggi specificamente progettati per materiali morbidi o un mandrino a pinza con una pressione di serraggio minima.
L'obiettivo è fornire un supporto adeguato su un'ampia superficie per tenere saldamente il pezzo senza causare compressione o distorsione.
Comprendere i Compromessi e le Insidie
Ottenere tolleranze strette con il PTFE richiede di anticipare e gestire i suoi comportamenti unici.
La Sfida delle Tolleranze Strette
A causa della sua elevata espansione termica e della tendenza allo scorrimento, mantenere tolleranze più strette di ±0,005 pollici (±0,13 mm) può essere difficile.
Per molte applicazioni, la resilienza naturale del PTFE gli consente di conformarsi alle parti accoppiate, rendendo inutili tolleranze estremamente strette. Progetta tenendo conto delle sue proprietà anziché forzarlo a comportarsi come un metallo.
L'Accumulo di Calore è il Nemico Principale
Praticamente ogni problema nella lavorazione del PTFE, dalla scarsa finitura superficiale all'imprecisione dimensionale, può essere ricondotto al calore eccessivo. Se si notano segni di fusione o trucioli gommosi, ridurre immediatamente la velocità di taglio.
Distorsione del Pezzo dovuta al Serraggio
Se i pezzi finali non sono conformi alle specifiche, controllare prima il bloccaggio del pezzo. Un serraggio eccessivo di un fissaggio è la causa più comune di distorsione e risultati imprecisi, anche con parametri di taglio perfetti.
Fare la Scelta Giusta per il Tuo Obiettivo
Adatta il tuo approccio in base ai requisiti specifici del componente che stai producendo.
- Se la tua attenzione principale è sui pezzi per uso generico: Inizia con i parametri consigliati a metà gamma e concentrati sull'utilizzo di utensili affilati e una leggera pressione di serraggio per risultati affidabili e coerenti.
- Se la tua attenzione principale è sui componenti di alta precisione: Inizia con velocità di taglio conservative per minimizzare l'espansione termica, usa un refrigerante se possibile e lascia che il materiale si stabilizzi a temperatura ambiente prima di eseguire passate di finitura o misurazioni finali.
In definitiva, la lavorazione di successo del PTFE è un processo di finezza, che richiede di lavorare con le proprietà del materiale, non contro di esse.
Tabella Riassuntiva:
| Parametro | Intervallo Consigliato (Metrico) | Intervallo Consigliato (Imperiale) | Considerazione Chiave |
|---|---|---|---|
| Velocità di Taglio | 200–500 m/min | 656–1640 ft/min | Previene calore da attrito eccessivo e fusione. |
| Avanzamento | 0,1–0,2 mm/giro | 0,004–0,008 in/giro | Assicura una rimozione costante del materiale per evitare sfregamenti e strappi. |
| Profondità di Taglio | 0,5–1,5 mm | 0,02–0,06 in | Minimizza le forze di taglio per prevenire la distorsione del pezzo. |
Hai Bisogno di Componenti in PTFE Lavorati di Precisione?
Padroneggiare il delicato equilibrio della lavorazione del PTFE è la nostra specialità presso KINTEK. Comprendiamo l'importanza critica degli utensili affilati, della pressione di serraggio minima e dei parametri precisi per superare l'espansione termica e la morbidezza del PTFE.
Produciamo componenti in PTFE di alta qualità, inclusi guarnizioni, rivestimenti e vetreria da laboratorio personalizzata, per i settori dei semiconduttori, medico, di laboratorio e industriale. Sia che tu abbia bisogno di prototipi o di produzione ad alto volume, la nostra esperienza garantisce che i tuoi pezzi soddisfino specifiche esatte con una stabilità dimensionale superiore.
Lascia che la nostra esperienza nella produzione di precisione e nella fabbricazione personalizzata lavori per te. Contatta KINTEK oggi stesso per discutere le esigenze del tuo progetto!
Guida Visiva
Prodotti correlati
- Sistema di Filtrazione Personalizzato in PTFE Resistente agli Acidi Grado Semiconduttore ad Alta Purezza per Processi Chimici
- Rubinetto in PTFE ad alta resistenza alla corrosione - Valvola in politetrafluoroetilene per serbatoi di stoccaggio chimici e sistemi di trasferimento fluidi - Qualità industriale personalizzabile
- Sistema di filtrazione sotto vuoto PTFE PFA resistente alla corrosione, personalizzabile, dispositivo infrangibile per laboratorio
- Filtro Corrosione Resistente in PTFE con Connessioni Valvola PFA e Piastra Setto Integrata
- Siringa in PTFE da 50 ml resistente alle alte temperature e agli agenti chimici, iniettore Teflon personalizzato con guarnizione filettata per l'analisi delle tracce
Domande frequenti
- Quali sono le applicazioni tipiche dei filtri in PTFE nella filtrazione scientifica? Padroneggiare la filtrazione di sostanze chimiche aggressive e gas
- Quali sostanze chimiche sono completamente compatibili con i filtri in PTFE? Scopri una resistenza chimica senza pari
- Perché i filtri in PTFE sono vantaggiosi per l'analisi gravimetrica? Ottieni una precisione e un'accuratezza senza pari
- Perché i filtri in politetrafluoroetilene (PTFE) sono preferiti per le applicazioni farmaceutiche e di bioprocessing di laboratorio?
- Quali sono le applicazioni industriali comuni dei filtri in PTFE? Padroneggiare la filtrazione critica nelle industrie esigenti



















