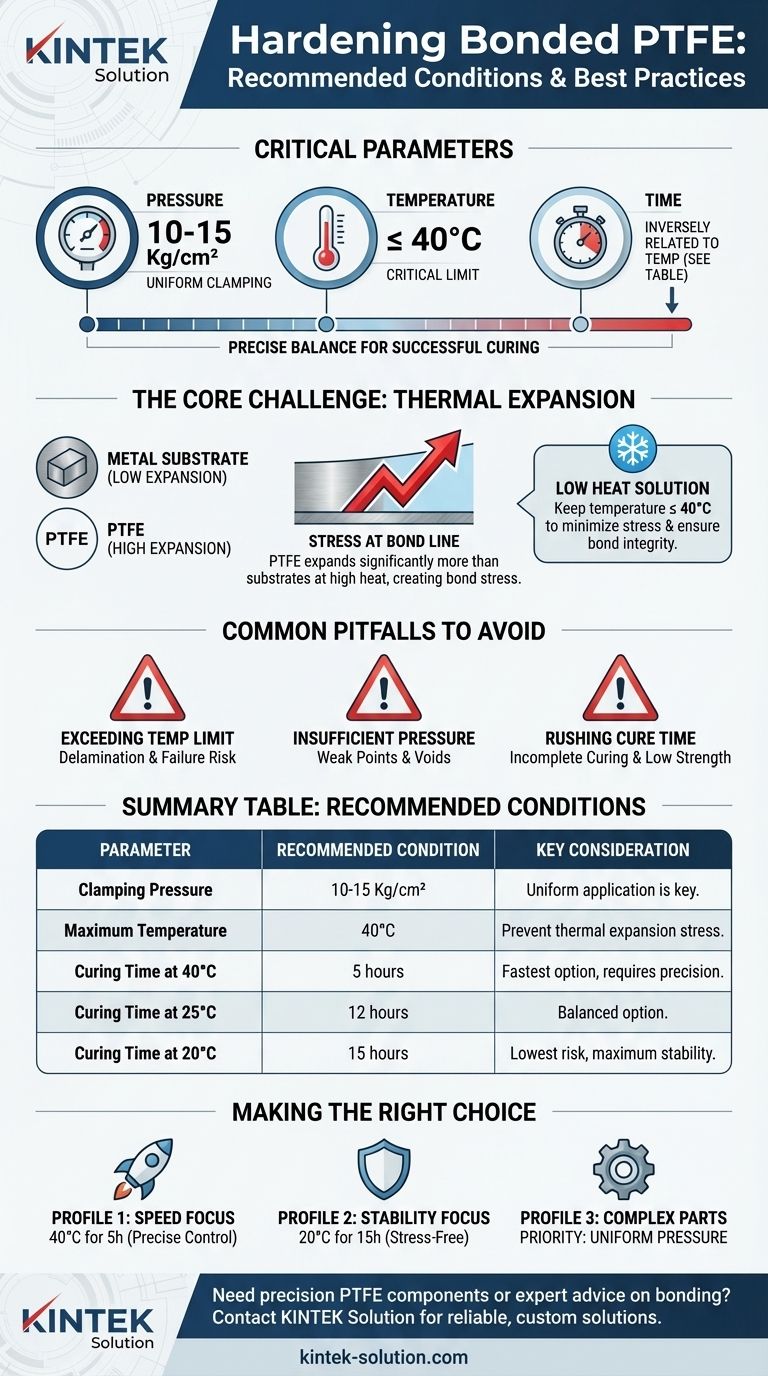
Per indurire con successo il PTFE incollato, è necessario mantenere un equilibrio preciso tra temperatura, pressione e tempo. La pressione di serraggio raccomandata è di 10-15 Kg/cm² e la temperatura di polimerizzazione non deve superare i 40°C. Il tempo di indurimento è inversamente correlato alla temperatura, richiedendo 5 ore a 40°C, 12 ore a 25°C o 15 ore a 20°C.
La sfida principale nell'indurimento del PTFE incollato non è solo la polimerizzazione dell'adesivo, ma la gestione dell'alto tasso di espansione termica del materiale. Il successo dipende dall'uso di calore basso e pressione costante per creare un legame forte e privo di stress che non si romperà in seguito.

I Parametri Critici per l'Indurimento
Per ottenere un legame affidabile, ogni parametro deve essere controllato attentamente. Queste variabili lavorano insieme per garantire che l'adesivo polimerizzi completamente senza compromettere l'integrità dell'assemblaggio.
Il Controllo della Temperatura Non È Negoziabile
La regola singola più critica è mantenere la temperatura di polimerizzazione uguale o inferiore a 40°C.
Questo limite rigoroso è necessario perché il PTFE ha un coefficiente di espansione termica molto più elevato rispetto ai materiali a cui è tipicamente incollato, come i metalli. Superare questa temperatura fa sì che il PTFE si espanda significativamente più del suo substrato, creando un'immensa sollecitazione sulla linea di giunzione che può portare a un cedimento immediato o futuro.
Il Ruolo della Pressione di Serraggio Costante
È necessario applicare una pressione di serraggio costante di 10-15 Kg/cm² uniformemente su tutta la superficie di incollaggio.
Questa pressione assicura un contatto intimo tra il PTFE, l'adesivo e il substrato. Senza di essa, si rischia la formazione di vuoti o spazi vuoti nel legame, con conseguenti punti deboli che comprometteranno la resistenza e l'affidabilità dell'assemblaggio finale.
La Relazione tra Tempo e Temperatura
Il tempo di polimerizzazione dipende direttamente dalla temperatura scelta. Le linee guida fornite creano un profilo di polimerizzazione:
- A 20°C (68°F): 15 ore
- A 25°C (77°F): 12 ore
- A 40°C (104°F): 5 ore
Temperature più basse richiedono tempi più lunghi per consentire all'adesivo di reticolare completamente e raggiungere la massima resistenza. Sebbene temperature più elevate accelerino la polimerizzazione, esse avvicinano anche alla soglia critica di espansione termica.
Comprendere la Sfida Principale: Le Proprietà del PTFE
I rigorosi parametri di indurimento sono una conseguenza diretta delle proprietà fisiche intrinseche del PTFE. Comprendere questo contesto è fondamentale per evitare errori di processo.
Perché l'Espansione Termica è Importante
Immagina la linea di giunzione come un tiro alla fune. Quando si riscalda l'assemblaggio, il PTFE si espande rapidamente mentre il substrato metallico si espande lentamente. Questa discrepanza tira lo strato adesivo da direzioni opposte.
Mantenendo bassa la temperatura, si minimizza l'intensità di questo "tiro alla fune", consentendo all'adesivo di polimerizzare in un ambiente a basso stress.
Paralleli con la Lavorazione del PTFE
La stessa sensibilità al calore che regola l'incollaggio detta anche come viene lavorato il PTFE. Gli operatori di macchine utensili devono utilizzare basse velocità di taglio e refrigeranti per prevenire l'accumulo di calore.
Il calore eccessivo durante la lavorazione fa sì che il materiale si espanda e si deformi, rendendo impossibile la precisione. Questo principio rafforza il motivo per cui la polimerizzazione a bassa temperatura è essenziale per mantenere la stabilità dimensionale e l'integrità del legame.
Errori Comuni da Evitare
Deviare dai parametri raccomandati può portare al cedimento del legame. Questi sono gli errori più comuni.
Superare il Limite di Temperatura
Questa è la causa di cedimento più frequente. Crea uno stress interno eccessivo che può delaminare il legame durante la fase di raffreddamento o, peggio ancora, creare un difetto latente che cede sotto carico operativo.
Pressione Insufficiente o Non Uniforme
Applicare una pressione troppo bassa o applicarla in modo non uniforme si traduce in un legame incompleto. Le aree con scarso contatto non aderiranno, creando punti deboli che possono scollarsi o separarsi nel tempo.
Affrettare il Tempo di Polimerizzazione
Ridurre il tempo di indurimento, anche se il legame sembra solido al tatto, è un errore critico. L'adesivo non avrà polimerizzato completamente, il che significa che gli mancherà la resistenza chimica e la forza meccanica specificate.
Fare la Scelta Giusta per il Tuo Obiettivo
Usa il motore principale del tuo progetto per selezionare il profilo di polimerizzazione ottimale.
- Se il tuo obiettivo principale è la velocità: Polimerizza alla temperatura massima consentita di 40°C per 5 ore, ma assicurati che la tua attrezzatura fornisca un controllo della temperatura preciso e stabile.
- Se il tuo obiettivo principale è la massima stabilità e il rischio minimo: Polimerizza a una temperatura ambiente più bassa come 20°C per 15 ore per creare il legame più privo di stress possibile.
- Se stai incollando geometrie grandi o complesse: Dai la priorità alla distribuzione uniforme della pressione sopra ogni altra cosa, poiché questo è il punto di cedimento più comune per le parti non uniformi.
Padroneggiare queste condizioni controllate assicura che tu sfrutti le eccezionali proprietà del PTFE senza soccombere alle sue sfide di lavorazione.
Tabella Riassuntiva:
| Parametro | Condizione Raccomandata | Considerazione Chiave |
|---|---|---|
| Pressione di Serraggio | 10-15 Kg/cm² | Deve essere applicata uniformemente su tutta la superficie di incollaggio. |
| Temperatura Massima | 40°C | Critica per prevenire lo stress dovuto all'elevata espansione termica del PTFE. |
| Tempo di Polimerizzazione a 40°C | 5 ore | Opzione più veloce, richiede un controllo preciso della temperatura. |
| Tempo di Polimerizzazione a 25°C | 12 ore | Opzione bilanciata per molte applicazioni. |
| Tempo di Polimerizzazione a 20°C | 15 ore | Rischio più basso, crea il legame più privo di stress. |
Hai bisogno di componenti in PTFE di precisione o di consulenza esperta sui processi di incollaggio?
In KINTEK, produciamo guarnizioni, rivestimenti e vetreria in PTFE di alta qualità per i settori dei semiconduttori, medico e industriale. La nostra esperienza nella fabbricazione personalizzata, dai prototipi agli ordini ad alto volume, garantisce che i vostri componenti siano progettati e prodotti per soddisfare le specifiche più esigenti, comprese le applicazioni di incollaggio di successo.
Contatta oggi i nostri esperti per discutere come possiamo supportare il tuo progetto con soluzioni affidabili in PTFE.
Guida Visiva
Prodotti correlati
- Becker da Laboratorio in PTFE Rinforzato Personalizzato per Applicazioni su Piastra Riscaldante ad Alta Temperatura
- Becker in PTFE Spesso Personalizzato per Piastra Riscaldante ad Alta Temperatura, Recipiente in Fluoropolimero da Laboratorio, Becker per Digestione Resistente ai Prodotti Chimici
- Apparecchio per condensazione a riflusso e raccolta gas in PTFE per processi biochimici corrosivi Sistema ad alta temperatura personalizzabile
- Manicotto isolante antiscottatura in PTFE, piedini di supporto per piastre calde, protezione per banco da laboratorio, barriera termica personalizzabile
- Guarnizioni Isolanti in PTFE Antistatiche Resistenti alle Alte Temperature Ignifughe e Anticorrosione Industriali Personalizzabili
Domande frequenti
- Quali sono gli svantaggi dell'RPTFE? Compromessi chiave in termini di purezza chimica e prestazioni
- Quali fattori devono essere considerati nella scelta dei tubi in PTFE per applicazioni ad alta pressione o alta temperatura? - Una guida
- I componenti in Teflon sono in grado di resistere alle alte temperature? Comprendere il limite di 260°C per le prestazioni
- Quali sono i vantaggi dell'RPTFE rispetto al PTFE standard? Resistenza e durata superiori per applicazioni impegnative
- Quali sono i tre tipi di rinforzo nei materiali a base di PTFE? Scegli il materiale giusto per la tua applicazione



















