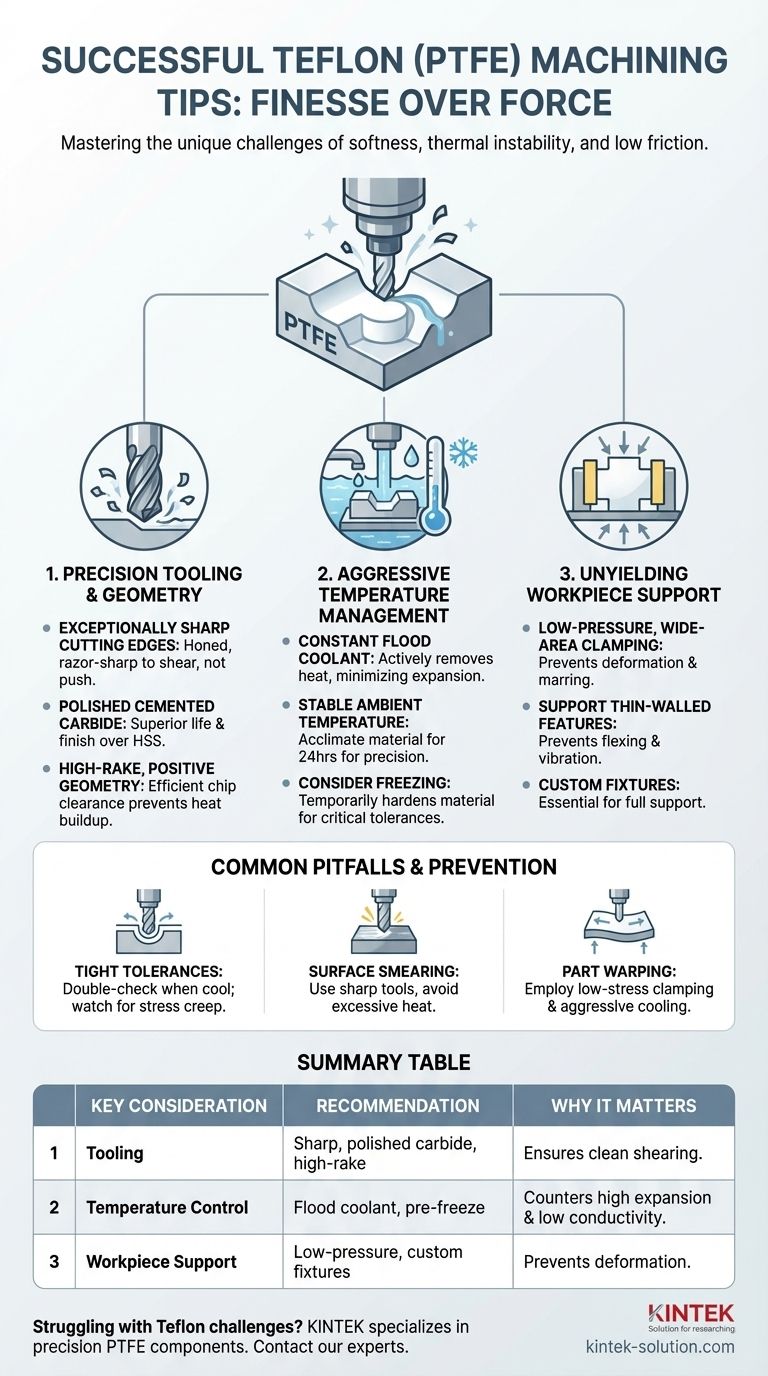
Per lavorare con successo il Teflon (PTFE), è necessario concentrarsi su tre aree critiche: utilizzare utensili in metallo duro eccezionalmente affilati e lucidati con geometrie che favoriscano lo scarico dei trucioli, gestire aggressivamente la temperatura con liquidi refrigeranti o addirittura congelando il materiale e fornire un robusto supporto al pezzo per evitare che il materiale morbido si deformi sotto pressione. Queste tecniche contrastano direttamente la morbidezza intrinseca del Teflon, la bassa conducibilità termica e l'alto tasso di espansione termica.
La sfida fondamentale della lavorazione del Teflon non è la sua durezza, ma la sua combinazione unica di morbidezza, instabilità termica e basso attrito. Il successo richiede una strategia di finezza rispetto alla forza, concentrandosi interamente sulla gestione dell'accumulo di calore e sulla prevenzione della deformazione fisica in ogni fase del processo.

Perché la lavorazione del Teflon è una sfida unica
Prima di applicare tecniche specifiche, è essenziale comprendere le proprietà del materiale che dettano l'intera strategia di lavorazione. Le caratteristiche più preziose del Teflon per la sua applicazione finale sono le stesse che lo rendono difficile da lavorare con precisione.
Il problema della morbidezza
Il Teflon è un materiale eccezionalmente morbido. Ciò significa che ha una forte tendenza a comprimersi, deformarsi o sbavare sotto la pressione dell'utensile anziché tagliare in modo netto.
Ciò richiede bordi di taglio estremamente affilati e una strategia di bloccaggio del pezzo che supporti l'intera parte, impedendole di flettersi lontano dall'utensile.
Il problema dell'espansione termica
Il Teflon ha un coefficiente di espansione termica molto elevato. Anche un leggero aumento di temperatura dovuto all'attrito di taglio farà espandere significativamente il materiale.
Questa espansione può rovinare l'accuratezza dimensionale, rendendo impossibile mantenere tolleranze strette se il calore non viene gestito attivamente. È il motivo principale per cui il refrigerante non è solo raccomandato, ma essenziale.
Il problema della bassa conducibilità termica
A complicare il problema dell'espansione, il Teflon è un eccellente isolante. Non dissipa bene il calore.
Ciò significa che qualsiasi calore generato dall'utensile da taglio rimane concentrato nel punto di taglio, portando rapidamente all'espansione del materiale, all'adesione e alla potenziale fusione.
I pilastri della lavorazione di successo del Teflon
Un approccio di successo si basa sul controllo dei fattori di utensileria, temperatura e supporto. Sbagliare uno qualsiasi di questi comprometterà il pezzo finale.
Selezione e geometria dell'utensile
L'utensile giusto è il fattore più importante per ottenere un taglio netto anziché un pasticcio sbavato.
Utilizzare bordi di taglio estremamente affilati. Un bordo levigato e affilato come un rasoio è obbligatorio. Qualsiasi smussatura farà sì che l'utensile spinga e sbavi il materiale anziché tagliarlo.
Scegliere utensili in metallo duro cementato. Sebbene l'acciaio rapido (HSS) affilato possa funzionare, gli utensili in metallo duro cementato lucidati offrono una vita utile e una finitura superficiale superiori.
Garantire una geometria positiva e ad alto angolo di spoglia. L'utensile deve essere progettato per sollevare ed evacuare i trucioli dal pezzo in modo efficiente. Una scarsa evacuazione dei trucioli porta all'accumulo di calore e al danneggiamento della superficie.
Gestione aggressiva della temperatura
Controllare la temperatura del pezzo significa controllarne le dimensioni. Questo non può essere sottovalutato.
Applicare un flusso costante di refrigerante. I refrigeranti solubili in acqua sono eccellenti per rimuovere attivamente il calore dalla zona di taglio, minimizzando l'espansione termica.
Mantenere una temperatura ambiente stabile. Per i lavori di alta precisione, lasciare che il materiale si acclimati alla temperatura dell'officina per 24 ore prima della lavorazione per garantire un punto di partenza stabile.
Considerare il congelamento del materiale. Per le tolleranze più critiche, congelare temporaneamente il PTFE lo rende più duro e rigido. Ciò riduce drasticamente la deformazione e gli effetti termici, consentendo tagli più precisi.
Supporto del pezzo incrollabile
Poiché il Teflon è così morbido, si deformerà facilmente sotto la pressione del bloccaggio o la forza del taglio stesso.
Utilizzare una pressione di serraggio bassa su un'ampia superficie. Evitare morse a ganasce affilate che possono ammaccare o incidere il materiale. Sono ideali le ganasce morbide personalizzate o i dispositivi di fissaggio che supportano completamente il pezzo.
Supportare le caratteristiche sottili o delicate. Assicurarsi che il materiale direttamente dietro l'area che viene tagliata sia completamente supportato per evitare che si fletta o vibri.
Comprendere le insidie comuni
Anche con la giusta strategia, alcune sfide sono intrinseche al lavoro con il PTFE. Riconoscerle è fondamentale per la risoluzione dei problemi e la prevenzione.
La sfida delle tolleranze strette
Mantenere tolleranze strette è difficile a causa degli effetti combinati dell'espansione termica e dello scorrimento da stress (stress creep), la tendenza del materiale a deformarsi lentamente nel tempo quando è sotto pressione.
Verificare sempre nuovamente le dimensioni dopo che il pezzo si è raffreddato a temperatura ambiente e tenere presente che può verificarsi un movimento post-lavorazione.
Evitare sbavature superficiali e bave
La sbavatura è un segno che il materiale si sta sciogliendo o viene spinto dall'utensile anziché essere tagliato. È quasi sempre causata da un utensile smussato, calore eccessivo o velocità di avanzamento errate.
Allo stesso modo, il Teflon non produce un "truciolo" convenzionale, ma piuttosto un residuo continuo e gommoso. Utensili affilati e geometria corretta sono essenziali per tagliare questo materiale in modo pulito e prevenire grandi bave.
Mitigare la deformazione del pezzo
La deformazione può verificarsi sia durante che dopo la lavorazione. È tipicamente causata dal rilascio di stress interni nel materiale o da un eccessivo calore e forza di serraggio.
L'utilizzo di metodi di bloccaggio a basso stress e un raffreddamento aggressivo è il modo migliore per evitare che il pezzo cambi forma inaspettatamente.
Fare la scelta giusta per il tuo obiettivo
La tua strategia di lavorazione dovrebbe adattarsi ai requisiti specifici del pezzo finito.
- Se la tua priorità principale è ottenere le tolleranze più strette: Dai la priorità a un controllo aggressivo della temperatura, incluso il pre-raffreddamento o il congelamento del materiale prima di effettuare le passate finali.
- Se la tua priorità principale è la migliore finitura superficiale possibile: Concentrati sull'utilizzo di utensili in metallo duro eccezionalmente affilati e lucidati e considera la sabbiatura post-lavorazione per una finitura opaca uniforme.
- Se la tua priorità principale è prevenire la deformazione su pezzi a parete sottile: Progetta dispositivi di fissaggio che forniscano un supporto completo al pezzo e utilizza un flusso costante di refrigerante per prevenire la deformazione indotta dal calore.
In definitiva, la padronanza della lavorazione del Teflon deriva dal rispetto delle proprietà uniche del materiale e dall'adattamento del processo per accoglierle.
Tabella riassuntiva:
| Considerazione chiave | Raccomandazione | Perché è importante |
|---|---|---|
| Utensileria | Utilizzare utensili in metallo duro affilati e lucidati con geometria ad alto angolo di spoglia. | Garantisce un taglio netto anziché sbavare il materiale morbido. |
| Controllo della temperatura | Applicare refrigerante a flusso o pre-congelare il materiale. | Contrasta l'elevata espansione termica e la bassa conducibilità per mantenere le tolleranze. |
| Supporto del pezzo | Utilizzare un bloccaggio a bassa pressione e ad ampia area e dispositivi di fissaggio personalizzati. | Previene la deformazione del PTFE morbido sotto le forze di taglio o di serraggio. |
Stai riscontrando sfide nella lavorazione del Teflon come sbavature, deformazioni o difficoltà a mantenere tolleranze strette? Non devi farlo. In KINTEK, siamo specializzati nella produzione di precisione di componenti in PTFE, dalle guarnizioni e rivestimenti personalizzati alla complessa vetreria da laboratorio, per i settori dei semiconduttori, medico e industriale. La nostra esperienza negli utensili avanzati e nella gestione della temperatura assicura che i tuoi pezzi in PTFE siano lavorati secondo specifiche esatte, ogni volta.
Lascia che ci occupiamo noi delle complessità. Contatta oggi i nostri esperti per discutere il tuo progetto, dal prototipo alla produzione ad alto volume.
Guida Visiva
Prodotti correlati
- Cella campionare conica in PTFE lavorata a misura, resistente alla corrosione, contenitore triangolare in fluoropolimero per l'analisi delle tracce
- Personalizzato lavorato modellato PTFE Teflon parti produttore per laboratorio ITO FTO conduttivo vetro pulizia cesto fiore
- Apparecchiature da Laboratorio in PTFE Personalizzate Resistenti alla Corrosione, Celle di Reazione a Basso Sfondo, Fabbricazione di Precisione CNC
- Produttore di parti PTFE personalizzate per le parti in teflon e le pinzette in PTFE
- Taglierino per membrane filtranti in PTFE ad alta purezza con lama in ceramica per l'analisi PM2.5 e divisore personalizzato per carta filtrante di laboratorio
Domande frequenti
- Cosa rende il PTFE lavorato adatto alle applicazioni industriali? Prestazioni ineguagliabili in condizioni estreme
- Quali sono i principali vantaggi dell'utilizzo del PTFE per componenti personalizzati? Risolvere complesse sfide ingegneristiche
- Come si comportano i contenitori in politetrafluoroetilene (PTFE) per quanto riguarda la permeazione dei gas? Approfondimenti degli esperti sull'assorbimento dei solventi
- Quali sono i vantaggi della lavorazione del PTFE rispetto ad altri materiali? Sblocca prestazioni superiori in ambienti difficili
- Perché il PTFE lavorato è popolare nel campo medico? Biocompatibilità e precisione ineguagliabili



















